|
 本文来自www.eadianqi.com
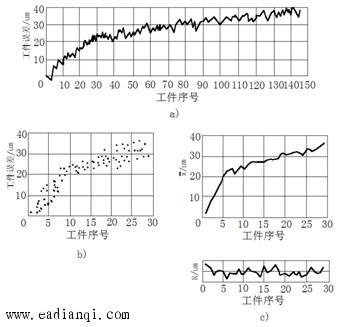
a)工件误差逐件按件号点出;b)工件误差按组序点出;c)工件分组平均误差按组序点出 本文来自www.eadianqi.com
图5-44 几种点图形式 本文来自www.eadianqi.com
(2) 图:为了进一步显示尺寸变化的趋势,将变值系统性误差的影响能在图上表示出来,可以只将每 图:为了进一步显示尺寸变化的趋势,将变值系统性误差的影响能在图上表示出来,可以只将每 个工件误差的平均值在点图上( 个工件误差的平均值在点图上( 图),同时把每一组的极差(最大值与最小值之差)画在另一张点图上( 图),同时把每一组的极差(最大值与最小值之差)画在另一张点图上( 图),用以显示尺寸分散的程度,将两者合在一起使用称为图,如图5-44c所示。 自动控制网www.eadianqi.com版权所有 图),用以显示尺寸分散的程度,将两者合在一起使用称为图,如图5-44c所示。 自动控制网www.eadianqi.com版权所有
当判断某一工艺是否稳定时,需在图上加上中心线及上、下控制线。 本文来自www.eadianqi.com
图的中心线 本文来自www.eadianqi.com
 本文来自www.eadianqi.com 本文来自www.eadianqi.com
图的上控制线 本文来自www.eadianqi.com
 本文来自www.eadianqi.com 本文来自www.eadianqi.com
图的下控制线 自动控制网www.eadianqi.com版权所有
 本文来自www.eadianqi.com
图的中心线 本文来自www.eadianqi.com
 自动控制网www.eadianqi.com版权所有 自动控制网www.eadianqi.com版权所有
图的上控制线 自动控制网www.eadianqi.com版权所有
 自动控制网www.eadianqi.com版权所有
式中的 和 和 按表5-6选取。 本文来自www.eadianqi.com 按表5-6选取。 本文来自www.eadianqi.com
表5-6 与的系数表 自动控制网www.eadianqi.com版权所有
|
每组个数 本文来自www.eadianqi.com 本文来自www.eadianqi.com
|
 自动控制网www.eadianqi.com版权所有 自动控制网www.eadianqi.com版权所有
|
 自动控制网www.eadianqi.com版权所有 自动控制网www.eadianqi.com版权所有
|
|
4
5 自动控制网www.eadianqi.com版权所有
|
0.73
0.58 自动控制网www.eadianqi.com版权所有
|
2.28
2.11 本文来自www.eadianqi.com
|
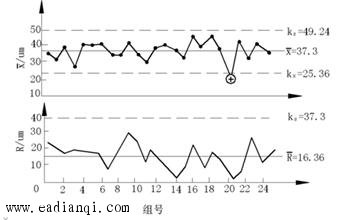
(3) 图分析:如图5-45所示,控制图上点的变化反映了工艺过程是否稳定。控制图上点随机地分布在中心线两侧附近,而远离中心线或接近上、下控制线的很少,说明工艺过程是稳定的,否则是不稳定的。点图上点的的波动有两种情况,一种是只有随机性波动,其特点是波动的幅值一般不大,而引起这种波动的原因又很多,有时甚至无法知道,即使知道也无法或不值得去控制它们。我们视这种情况为正常波动,并称工艺稳定。另一种情况是工艺过程中存在某种占优势的误差因素,以致点图具有明显的上升后下降倾向,或出现幅度很大的波动。我们视这种情况为异常波动,就要及时寻找原因,消除不稳定因素。 图分析:如图5-45所示,控制图上点的变化反映了工艺过程是否稳定。控制图上点随机地分布在中心线两侧附近,而远离中心线或接近上、下控制线的很少,说明工艺过程是稳定的,否则是不稳定的。点图上点的的波动有两种情况,一种是只有随机性波动,其特点是波动的幅值一般不大,而引起这种波动的原因又很多,有时甚至无法知道,即使知道也无法或不值得去控制它们。我们视这种情况为正常波动,并称工艺稳定。另一种情况是工艺过程中存在某种占优势的误差因素,以致点图具有明显的上升后下降倾向,或出现幅度很大的波动。我们视这种情况为异常波动,就要及时寻找原因,消除不稳定因素。 本文来自www.eadianqi.com
 自动控制网www.eadianqi.com版权所有
图5-45 图 本文来自www.eadianqi.com
|