|
�ڼӹ�һ�������м���ϵͳ������Ӱ�죬Ҳ�����������Ӱ�졣��˲����õ����ط������������������ϵ��Ҳ���ܴӵ��������ļ����ȥ�����ۡ���Ϊ�����������ܷ�ӳ�������ʺ��ɣ������������Ĵ�С�����ܴ����������������Ĵ�С���������г���ͳ�Ʒ������Գ�������������������з����� ��������www.eadianqi.com ͳ�Ʒ��������������ֳ��ڶ���������м��Ľ��Ϊ������������ͳ�Ƶķ���������Щ����������ҳ����ɣ�������ý�������;���� ��������www.eadianqi.com ���õ�ͳ�Ʒ����������֣����ֲ����߷��͵�ͼ���� �Զ�������www.eadianqi.com��Ȩ���� 1���ֲ����߷��Dֱ��ͼ ��������www.eadianqi.com
һ�������Ҫ���пӹ���ͼ���涨��ͼ��Ϊ ��������www.eadianqi.com ��5-3��Ƶ�����ʣ��ֲ��� ��������www.eadianqi.com
����Ƶ��λ�����꣬�����Ϊ�����꣬����һϵ��ֱ���Σ���ֱ��ͼ����ͼ5-38��ʾ����ͼ��֪�� ��������www.eadianqi.com
��ɢ��Χ ��ɢ��Χ���ģ�����������ƽ��ֵ���� �Զ�������www.eadianqi.com��Ȩ����
��������� �Զ�������www.eadianqi.com��Ȩ����
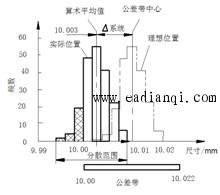
ʵ�ʲ������������һ���ֹ����ѳ������繫�Χ��ͼ����Ӱ���֣������˲��ϸ�Ʒ������ͼ��Ҳ�ɿ��������������ķ�ɢ��ΧΪ ��������www.eadianqi.com
�Զ�������www.eadianqi.com��Ȩ���� ͼ5-38��һ�������ʿ�ʵ�ʳߴ�ֲ� ��������www.eadianqi.com
��������www.eadianqi.com
ͼ5-39������ֱ��ͼ��Ӱ�� ��������www.eadianqi.com
��5-3��������
��5-4��
�Ƚ�����ͼ5-38��5-39�����Կ���������Ƶ����Ϊ������ʱ��ͼ�εĸ߰��ܵ�����Ӱ�졣���ϴ�ͼ�ξߣ��磨ͼ5-38��������С��ͼ�ξͰ�����ͼ5-39�����⣬������������������˱仯��ͼ�εĸ߰�Ҳ��Ӱ�죬�����࣬ͼ�θߣ������٣�ͼ�ΰ���Ϊ��ʹijһ����ķֲ�ͼͼ���ܴ����ù���ļӹ����ȣ�������༴����������Ӱ�죬ͼ�ε����������Ƶ���ܶȣ���Ƹ����ܶȻ�ֲ��ܶȣ��� �Զ�������www.eadianqi.com��Ȩ����
��������www.eadianqi.com
����ͼ�������������������1�� ��1��ʵ�ʷֲ����ߣ��ڻ���һ�������ijߴ�ֲ�ͼʱ������ȡ�Ĺ�������������������ߴ���ȡ�ú�Сʱ��������ֱ��ͼ��״�ͷdz��ӽ��⻬�����ߡ��������νʵ�ʷֲ����ߡ�����ʵ����������������������¼ӹ�һ������ʱ����ʵ�ʷֲ����ߺ������ϵ���̬�ֲ��������ơ��������о��ӹ��������ʱ����Ӧ������ͳ���е�“���۷ֲ�����”�����ƵĴ���ʵ�ʷֲ����ߣ�����������ܴ�ķ��㡣 �Զ�������www.eadianqi.com��Ȩ����
��2��������̬�ֲ����ߣ����о��ӹ����ʱ��������������̬�ֲ������������ӹ��ߴ��ʵ�ʷֲ����ߣ��䷽��ʽΪ �Զ�������www.eadianqi.com��Ȩ����
ʽ��y�D�ֲ����ߵ������꣬��ʾƵ�ʻ�Ƶ���� ��������www.eadianqi.com x�D�ֲ����ߵĺ����꣬��ʾ�����ߴ磻 ��������www.eadianqi.com
�Զ�������www.eadianqi.com��Ȩ����
�Զ�������www.eadianqi.com��Ȩ����
�ɣ�ʽ5-9����������̬�ֲ�����ͼ5-40. ��������www.eadianqi.com
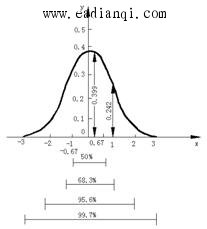
��ͼ�е���̬�ֲ����߿ɿ���������Ϊ�� �Զ�������www.eadianqi.com��Ȩ����
1��������
2���� �Զ�������www.eadianqi.com��Ȩ����
3����̬�ֲ��������������������ȫ�����������ȫ������������ �Զ�������www.eadianqi.com��Ȩ����
��������www.eadianqi.com
ͼ5-40����̬�ֲ����� ��������www.eadianqi.com
��������www.eadianqi.com
ͼ5-41����ͬ�ߴ緶Χ����ռ��� ��������www.eadianqi.com
��������ʽ���м���ʱ����ͬ�Ļ��ַ�Χ����ϸ����Dz�ͬ�ġ���
��3����̬�ֲ����ߵ���������������ƽ��ֵ
��������ƽ��ֵ һ�������ߴ������ƽ��ֵΪ �Զ�������www.eadianqi.com��Ȩ����
��������www.eadianqi.com
�������� �Զ�������www.eadianqi.com��Ȩ����
��������www.eadianqi.com ͼ5-42������ֵ�Էֲ����ߵ�Ӱ�� ��������www.eadianqi.com ������ʵ�ʷֲ���ʱ����������̬�ֲ����������з��ӹ�ʱ�����������ϲ�Ը�����������ķ�Ʒ���ڼӹ���ʱ����“��С���”���ӹ���Բʱ“��С���”��ֲ�Ҳ�ͳ��ֲ��Գ������ͼ5-43a��b��ʾ�� �Զ�������www.eadianqi.com��Ȩ����
�ڼӹ������У�������ɰ��ĥ���������Ӱ��ʱ����һ�������ijߴ�ֲ���ͼ5-43c��ʾ�����Կ�����ͼ�� ��������www.eadianqi.com
��������www.eadianqi.com
a������������������������b����������������������c�� �Զ�������www.eadianqi.com��Ȩ���� ͼ5-43�������־������������ķֲ� ��������www.eadianqi.com �������ֲ����ߵ�Ӧ�ã�������ʵ�������÷ֲ�ͼ������ ��������www.eadianqi.com �����жϼӹ��������ʡ� ��������www.eadianqi.com
����������������������
��̬�ֲ��ı��� ��������www.eadianqi.com ����ȷ��������������������ϵ���� �Զ�������www.eadianqi.com��Ȩ���� ��ν����������ָ�������ܹ��ȶ��ؼӹ��ϸ�Ʒ������������������ϵ����ָ���������ܹ������Ʒ���ȵij̶ȣ���ˣ������������ù�������ϵ�����жϡ���������ϵ��������ʽ���㣺 ��������www.eadianqi.com
��������www.eadianqi.com
��ɢ��Χ ��5-5����������ϵ�� ��������www.eadianqi.com
��������ϸ�Ʒ�ʻϸ�Ʒ�ʡ����㷽����ǰ�����ݡ� ��������www.eadianqi.com
���������÷ֲ�ͼ�����ӹ�����������в���֮���� �Զ�������www.eadianqi.com��Ȩ���� ����û�п��ǹ����ӹ����Ⱥ�˳����˽��Ѱѱ�ֵ��ϵͳ�������������ֿ����� ��������www.eadianqi.com ��������ȵ�һ�������ӹ���Ϻ���ܻ��Ʒֲ�ͼ����˲������ڼӹ������У��ṩ���ƾ��ȵ����ϡ� ��������www.eadianqi.com
������ͼ����� ��������www.eadianqi.com
��������ֵ��ͼ�����ӹ�˳������ز���һ�������ijߴ磬�Թ��������ߴ�������λ��Ϊ�����꣬�Թ����ļӹ�˳��Ϊ�����꣬��ɻ��Ƴ�ͼ5-44a��ʾ�ĵ�ͼ��Ϊ�����̵�ͼ�ij��ȿɽ� |
 ��
�� ����б����£�����5-3��
����б����£�����5-3��  ����
���� ����=��
����=�� ��������www.eadianqi.com
��������www.eadianqi.com 
 �Զ�������www.eadianqi.com��Ȩ����
�Զ�������www.eadianqi.com��Ȩ����  �ȹ������С������ܹ��跨����ɢ��Χ���ĵ������빫��������غϣ���������ȫ�ϸ���ؽ���ֻҪ��һ��ֱ���Ӵ�
�ȹ������С������ܹ��跨����ɢ��Χ���ĵ������빫��������غϣ���������ȫ�ϸ���ؽ���ֻҪ��һ��ֱ���Ӵ� �Ľµ����ɡ���˽���������ľ�������ķ�������������ֵϵͳ
�Ľµ����ɡ���˽���������ľ�������ķ�������������ֵϵͳ ��
�� 
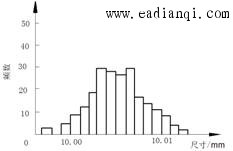
 ���ݳ�����ȷ�������������ࣨ����С����ͼ���ܵ��ֲ�������ص�Ӱ��̫����ͼ5-39�ǽ�ͼ5-38�Ĺ�������
���ݳ�����ȷ�������������ࣨ����С����ͼ���ܵ��ֲ�������ص�Ӱ��̫����ͼ5-39�ǽ�ͼ5-38�Ĺ������� �����������ֱ��ͼ�����Կ�����ͼ�αȽ�ϸ�£������ֽ϶�ľ���Σ�����������٣�ֱ��ͼ���ڴֲڡ�Ӧѡ��һ�����ʵ���������ͼ��������ȷ���ɰ���5-4�ľ�����ֵȷ����
�����������ֱ��ͼ�����Կ�����ͼ�αȽ�ϸ�£������ֽ϶�ľ���Σ�����������٣�ֱ��ͼ���ڴֲڡ�Ӧѡ��һ�����ʵ���������ͼ��������ȷ���ɰ���5-4�ľ�����ֵȷ���� �DZ��������Ƶ��
�DZ��������Ƶ�� ��ʾ������ڵĹ�������Ƶ��
��ʾ������ڵĹ�������Ƶ�� ��ʾ������ڹ������ֵ�Ƶ�ʡ� ��������www.eadianqi.com
��ʾ������ڹ������ֵ�Ƶ�ʡ� ��������www.eadianqi.com 
 ���� �Զ�������www.eadianqi.com��Ȩ����
���� �Զ�������www.eadianqi.com��Ȩ���� 
 �D�����ߴ������ƽ��ֵ��
�D�����ߴ������ƽ��ֵ��
 �D���
�D���
 �D��Ȼ����
�D��Ȼ���� ��
��  �DԲ���ʡ�
�DԲ���ʡ�  ֱ��Ϊ�����ҶԳƣ�����
ֱ��Ϊ�����ҶԳƣ�����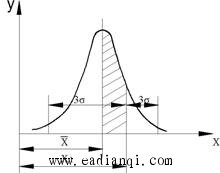
 ʱ�������
ʱ������� ���������ߴ���
���������ߴ��� �����Ƶ��ֻռ
�����Ƶ��ֻռ �����Ժ��Բ��ơ���ˣ�һ�㶼ȡ��̬�ֲ����ߵķ�ɢ��ΧΪ
�����Ժ��Բ��ơ���ˣ�һ�㶼ȡ��̬�ֲ����ߵķ�ɢ��ΧΪ �ͱ���
�ͱ��� ��������www.eadianqi.com
��������www.eadianqi.com 
 ���ɴ˿ɿ���
���ɴ˿ɿ��� ��
�� ʱ����ͬ
ʱ����ͬ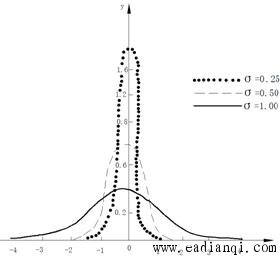
 ֮���ƽ��������ϵͳ������Ӱ�죬���������������������Ӱ�졣
֮���ƽ��������ϵͳ������Ӱ�죬���������������������Ӱ�졣 

 ��ijһ���������еĹ����������������ߴ繫������������ʹ��Ҫ��涨�ģ���δ���ǹ���������������Ա�������ǽ������ۺ��������ǣ�ʹ���������ﵽ����Ҫ��
��ijһ���������еĹ����������������ߴ繫������������ʹ��Ҫ��涨�ģ���δ���ǹ���������������Ա�������ǽ������ۺ��������ǣ�ʹ���������ﵽ����Ҫ�� ��
�� ֵԽ��֤�ӹ����ȵĹ�������Խ����
ֵԽ��֤�ӹ����ȵĹ�������Խ���� ������Ϊһ�飬�Թ�������Ϊ�����꣬���Թ������Ϊ�����꣬ͬһ���ڸ������ɸ��ݳߴ�ֱ����ͬһ��ŵĴ�ֱ���ϣ���ͼ5-44b��ʾ��
������Ϊһ�飬�Թ�������Ϊ�����꣬���Թ������Ϊ�����꣬ͬһ���ڸ������ɸ��ݳߴ�ֱ����ͬһ��ŵĴ�ֱ���ϣ���ͼ5-44b��ʾ��