|
从加紧装置的组成来看,不论采用何种动力源,外加的原始作用力要转化为加紧力,都必须通过加紧机构。常用的加紧机构有斜楔夹紧机构、螺旋夹紧机构、偏心夹紧机构、 自动控制网www.eadianqi.com版权所有 1.斜楔夹紧机构 本文来自www.eadianqi.com
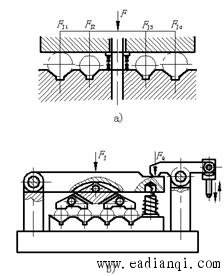
图3-36为几种斜楔夹紧机构夹紧工件的实例。图3-36a是在工件上钻互相垂直的 本文来自www.eadianqi.com
1-夹具体;2-斜楔;-工件 自动控制网www.eadianqi.com版权所有 α1、α2-斜楔升角 本文来自www.eadianqi.com 图3-36 斜楔夹紧机构 本文来自www.eadianqi.com
(1)斜楔的夹紧力计算:斜楔夹紧工件时的受力情况如图3-37a所示,在原始作用力FQ的作用下,斜楔受到以下各力的作用:工件对斜楔的反作用力(斜楔对工件的夹紧力的反力)
本文来自www.eadianqi.com
本文来自www.eadianqi.com
本文来自www.eadianqi.com
所以 自动控制网www.eadianqi.com版权所有
式中 本文来自www.eadianqi.com
由于斜楔、工件、夹具体一般为金属件,所以,它们之间的摩擦角比较接近。若
增力系数 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com
一般 (2)斜楔的自锁条件:所谓自锁是指当原始作用力撤销以后斜楔仍处于加紧工件的状态,图3-37b为原始作用力撤销后斜楔的受力情况。从图中可以看出,要保持自锁,必要满足下列条件 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有
因 自动控制网www.eadianqi.com版权所有
代入上式
由于正切函数在 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com
本文来自www.eadianqi.com 因此,斜楔的自锁条件是:斜楔的升角必须小于其两工作表面处(斜楔与工件、斜楔与夹具之间)的摩擦角之和。 本文来自www.eadianqi.com
(3)斜楔的夹紧行程:斜楔的夹紧行程是指夹压工件的行程
行程扩大系数
从以上分析可以看出,斜楔升角
自动控制网www.eadianqi.com版权所有
图3-37 斜楔受力分析 本文来自www.eadianqi.com 2.螺旋夹紧机构 自动控制网www.eadianqi.com版权所有 由螺钉、螺母、垫圈、压板等元件组成的夹紧机构,称为螺旋夹紧机构。图3-38所示是应用这种机构夹紧工件的实例。 自动控制网www.eadianqi.com版权所有
螺旋夹紧机构不仅结构简单、容易、制造,而且,由于螺旋是由平面斜楔缠绕在圆柱表面形成的,所以,螺旋夹紧机构的夹紧力计算、自锁性能等与斜楔相似。且螺旋线长、升角小( (1)单个螺旋夹紧机构:图3-38a、b是直接用螺钉或螺母夹紧工件的机构,称为单个螺旋夹紧机构,3-38c是螺旋压板夹紧机构。 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com
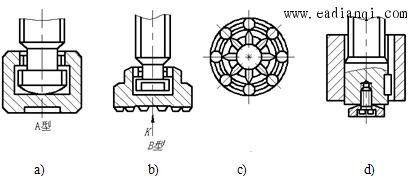
图3-38 螺旋夹紧机构 自动控制网www.eadianqi.com版权所有 在图3-38a中,螺钉头直接压在工件表面上,接触面小、压强大,螺钉转动时,可能会损伤工件已加工表面,或带动工件旋转。克服这一缺点的办法是在螺钉头部装上图3-39所示的摆动压板。由于压块与工件间的接触面积大大增加,压强大大减小,不会损伤工件表面,且由于压块与工件间的摩擦力矩大于压块与螺钉间的摩擦力矩,压块也不会随螺钉一起转动,如图3-39所示,A型的端面是光滑的,用于夹紧工件已加工表面。B型端面有齿纹,用于夹紧工件的毛坯面。当要求螺钉只移动时,可采用图3-39c所示机构。 本文来自www.eadianqi.com
图3-39 摆动压块 本文来自www.eadianqi.com
自动控制网www.eadianqi.com版权所有
夹紧动作慢,工件装卸费时是单个螺旋夹紧机构的另一个缺点。如图3-38b所示,装卸工件时,要将螺母拧紧成卸掉,费时费力。为克服这一缺点,图3-40是常见的几种提高螺旋夹紧机构工作效率的机构。图3-40a使用了开口垫圈,且所用螺母的外径小于工件的内孔,当松夹时,将螺母旋松后,让其向右摆动即可直接卸掉螺母,实现快速装夹的目的。图3-40c所示,夹紧轴1上的直槽连着螺旋槽,先推动手柄2,使摆动压块3迅速靠近工件,继而转动手柄,加紧工件并自锁。图3-40d中的手柄4带动螺母旋转时,因手柄5的限制,螺母不能右移,致使螺杆带动摆动压块3向左移动,从而夹紧工件。松夹时,只要反转手柄4,稍微松开后,即可转动手柄5,为手柄4的快速右移让出了空间。拉动手柄4快速右移,实现快速装夹的目的。 本文来自www.eadianqi.com
自动控制网www.eadianqi.com版权所有 1-加紧轴;2、4、5-手柄;3-摆动压块 本文来自www.eadianqi.com
图3-40 快速螺旋夹紧机构 本文来自www.eadianqi.com (2)螺旋压板夹紧机构:夹紧机构中,螺旋压板夹紧机构应用最为广泛、机构形式也比较多样化。图3-41是螺旋压板夹紧机构的四种典型机构。a、b为移动压板,c、d为转动压板。 本文来自www.eadianqi.com
a) b) c) d) 自动控制网www.eadianqi.com版权所有
1-固定螺栓;2-压紧螺栓;3-垫圈;4-压板;5-复位弹簧 自动控制网www.eadianqi.com版权所有
图1-41 螺旋压板夹紧机构 自动控制网www.eadianqi.com版权所有
图3-42是螺旋钩形压板夹紧机构。其特点是结构紧凑,使用方便。图3-43为自动回转的钩形压板夹紧机构。 本文来自www.eadianqi.com
本文来自www.eadianqi.com
图3-42 螺旋钩形压板 本文来自www.eadianqi.com
图3-43 自动回转钩形压板 本文来自www.eadianqi.com 3.偏心夹紧机构 本文来自www.eadianqi.com 用偏心件直接或间接夹紧工件的机构,称为偏心夹紧机构。常用的偏心件是偏心轮和偏心轴,图3-44是偏心夹紧机构的应用实例。图a、b用的是偏心轮,c用的是偏心轴,d用的是偏心叉。 自动控制网www.eadianqi.com版权所有
偏心夹紧机构的特点是结构简单、操作方便、夹紧迅速,缺点是夹紧力(增力系数 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com
图3-44 圆偏心夹紧机构 本文来自www.eadianqi.com
(1)圆偏心轮的工作原理及其特性:图3-45是圆偏心轮直接夹紧工件的原理图。图中,
若以 圆偏心轮实际上是斜楔的一种变型,与平面斜楔相比,主要区别是其工件表面上各夹紧点的升角不是一个常数,随着夹紧点的变化,其弧形楔的升角也是变化的,这是圆偏心轮夹紧机构的重要特性。 本文来自www.eadianqi.com
本文来自www.eadianqi.com
图3-45 圆偏心轮工作原理 自动控制网www.eadianqi.com版权所有
(2)圆偏心轮工作段的选择及夹紧行程:圆偏心轮工作转角范围内的那段圆周称为圆偏心轮的工作段。从理论上讲,圆偏心轮的工作段可以为 自动控制网www.eadianqi.com版权所有 (3)圆偏心轮的自锁条件:由于原偏心轮工件的实质是弧形楔夹紧工件,因此,圆偏心轮的自锁条件应与斜楔的自锁条件相同,虽然,弧形楔的升角是变化的,但如图3-45所示夹紧点处的升角最大,只要该夹紧点处能自锁,则其他各夹紧点必然能自锁。所以,偏心机构的自锁条件为 自动控制网www.eadianqi.com版权所有
当 本文来自www.eadianqi.com 式中符号见图3-46所示。 自动控制网www.eadianqi.com版权所有 (4)圆偏心轮的结构:圆偏心轮已经标准化,其结构如图3-46所示。参数可查有关手册。 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有 图3-46 标准偏心轮结构 本文来自www.eadianqi.com
4.联动夹紧机构 本文来自www.eadianqi.com 利用单一力源实现单件或多件的多点、多向同时夹紧的机构称为联动夹紧机构。联动夹紧机构便于实现多件加工,故能减少机动时间。又因集中操作,简化了操作程序,可减少动力装置数量、辅助时间和工人劳动强度等,因而能有效地提高生产率。 自动控制网www.eadianqi.com版权所有
联动夹紧机构可分为单件联动夹紧机构和多件联动夹紧机构。前者对一个工件实现多点夹紧,后者同时夹紧几个工件。 本文来自www.eadianqi.com
(1)单件联动夹紧机构 自动控制网www.eadianqi.com版权所有 这类夹紧机构其夹紧力作用点有两点、三点或多点至四点,夹紧力的方向可以相同、相反、相互垂直或交叉。图3-47a表示两个夹紧力互相垂直,拧紧手柄既可在右侧面和顶面同时夹紧工件。图3-47b表示两个夹紧力方向相同,各构件间采用铰链连接,拧紧右边螺母,通过螺杆带动平衡杠杆即能使两副压板均匀地同时夹紧工件。图3-47c的两个夹紧力是对向的,它是一种浮动的辅助夹紧装置,在工件定位、夹紧后,用它去夹紧工件上刚度较差的部位。当旋转螺母1时,卡爪3向左移动,螺杆的椎体部分迫使椎套推动卡爪4向右移动,使两爪同时将工件刚度较差的部分夹紧。继续拧紧螺母1,则椎体迫使卡爪的弹性筒夹涨开使之卡紧在夹具体中,从而完成辅助夹紧和锁紧任务,提高工件的装夹刚度。松夹时,反转螺母。弹簧迫使两个卡爪后退,即可松开工件。 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有 图3-47 单件联动夹紧机构 本文来自www.eadianqi.com (2)多件联动夹紧机构 本文来自www.eadianqi.com 多件联动夹紧机构一般有平行式多件联动夹紧机构和连续式多件联动夹紧机构。 自动控制网www.eadianqi.com版权所有 1)平行式多件夹紧:如图3-48a所示,在四个V形块上装四个工件,各夹紧力互相平行,若采用刚度压板,则因一批工件定位直径实际尺寸不一致,使各工件所受的夹紧力不等,甚至夹不紧工件。如果采用图3-48b所示三个浮动压板的结构,既可同时夹紧工件,且各工件所受的夹紧力相等。 本文来自www.eadianqi.com 2)连续式多件夹紧:图3-49同时铣削四个工件的夹具。工件以外圆柱面在V形块中定位,当压缩空气推动活塞1向下移动时,活塞杆2上的斜面推动滚轮3使推杆4向右移动,通过杠杆5使顶杆6顶紧V形块7,通过中间三个移动V形块8及固定V形块9,连续夹紧四个工件,理论上每个工件所受的夹紧力等于总夹紧力。加工完毕后,活塞1作反向移动,推杆4在弹簧的作用下退回原位,V形块松开,卸下工件。 本文来自www.eadianqi.com 这种连续夹紧方式,由于工件的误差和定位以夹紧元件的误差依次传递,逐个积累,造成工件在夹紧方向的位置误差非常大,故只适用于在夹紧方向上没有加工要求的工件。 本文来自www.eadianqi.com 5.定心夹紧机构 自动控制网www.eadianqi.com版权所有 在机械加工中,常遇到许多以轴线、对称面或对称中心为工序基准的工件,这类工序基准虽然理论上是存在的,但往往是以其基面来体现,为了使定位基准与工序基准重合,消除基准不重合误差对加工精度的影响,就必须才采用定心夹紧机构。 自动控制网www.eadianqi.com版权所有 定心夹紧机构具有在实现定心作用的同时并将工件夹紧的特点。如车床上的三爪自定心卡盘等,定心夹紧机构的特点是:机构中与工件接触的元件既是定位元件也是夹紧元件(称工作元件),工作元件能同步趋近或离开工件,能均分定位基面的公差。正是由于这些特点,能使工件的定位基准与工序基准重合,并且使定位基准不产生位移,从而实现定心夹紧的作用。 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有
FJ-夹紧力 FQ-原始作用力 本文来自www.eadianqi.com 1-活塞;2-活塞杆;3-滚轮;4-推杆;5-杠杆 自动控制网www.eadianqi.com版权所有 图3-48 平行式多件夹紧 自动控制网www.eadianqi.com版权所有 6-顶杆;7-V形块;8-移动V形块;9-固定V形块 本文来自www.eadianqi.com 图3-49 连续式多件夹紧 本文来自www.eadianqi.com (1)等速移动定心夹紧机构 自动控制网www.eadianqi.com版权所有
此类机构是利用工作元件的等速移动来实现定心夹紧。 本文来自www.eadianqi.com
图3-50为台虎式定心夹紧机构,操作双头螺杆1,使左、右旋螺纹带动滑座6、2上的V形块5、3(工作元件)作对向等速移动,便可实现工件的定心夹紧,反之,便可松开工件。V形块可按工作需要更换,其对中精度可借助于调节件4实现。 自动控制网www.eadianqi.com版权所有
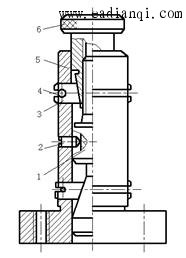
1-双头螺杆;2、6-螺纹滑座;3、5-V形块;4-调节杆 本文来自www.eadianqi.com 图3-50 虎钳式定心夹紧机构 自动控制网www.eadianqi.com版权所有 图3-51 为螺旋楔块式定心夹紧单元,其心轴体5上的防转销2使1只能移动,不能转动。旋转手6,旋转副便使上、下两锥体(作用相当于斜楔)靠拢,迫使两端各三个滑块3均匀胀开,对工件内孔定心夹紧;反转手柄6,套在滑块3槽中复位弹簧4使滑块3缩回心轴体5中,便可卸下工件。 本文来自www.eadianqi.com
本文来自www.eadianqi.com
1-螺杆;2-防转销;3-滑块;4-复位弹簧;5-心轴体;6-手柄 本文来自www.eadianqi.com 图3-51 螺旋楔块式定心夹紧单元 本文来自www.eadianqi.com
图3-52 为自动定心夹紧心轴,心轴体1上放置三个滚柱2,隔圈3的槽将滚柱均与隔开。用手逆时针转动隔圈3,使滚柱内收,就可套上工件4.松手后,因心轴1与隔圈3端部复位弹簧5的作用,隔圈3自动反转,使滚柱初步夹紧工件4。加工时,切向切削力使滚柱进一步夹紧工件,切削力越大,夹得越牢。松夹时,将扳手插入隔圈3的孔K中方向旋松滚柱便可取下工件。 |
 、
、 的两组孔。工件装入后,锤击斜楔大头,夹紧工件。加工完成后,锤击小头,松开工件。由于用斜楔直接夹紧工件夹紧力小且费时费力,所以,生产时间中单独应用的不多,一般情况下是将斜楔与其他机构联合使用。图3-36b是将斜楔与滑柱压板组合而成的机动夹紧机构,图3-36c是由端面斜楔与压板组合而成的手动夹紧机构。
的两组孔。工件装入后,锤击斜楔大头,夹紧工件。加工完成后,锤击小头,松开工件。由于用斜楔直接夹紧工件夹紧力小且费时费力,所以,生产时间中单独应用的不多,一般情况下是将斜楔与其他机构联合使用。图3-36b是将斜楔与滑柱压板组合而成的机动夹紧机构,图3-36c是由端面斜楔与压板组合而成的手动夹紧机构。  自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有  ;和由此产生的摩擦力
;和由此产生的摩擦力 ;夹具体对它的反作用力
;夹具体对它的反作用力 和由此产生的摩擦力
和由此产生的摩擦力 。根据静力平衡原理
。根据静力平衡原理 


 ——斜楔升角;
——斜楔升角;  ——斜楔与夹具体之间的摩擦角。 自动控制网www.eadianqi.com版权所有
——斜楔与夹具体之间的摩擦角。 自动控制网www.eadianqi.com版权所有  ,当
,当 时,可用下式近似计算
时,可用下式近似计算  自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有  是指夹紧力与原始作用力之比。它是衡量夹紧机构的重要指标,对斜楔夹紧机构,其增力系数为
是指夹紧力与原始作用力之比。它是衡量夹紧机构的重要指标,对斜楔夹紧机构,其增力系数为 
 ,若
,若
 代入上式得
代入上式得 。可见,在原始作用力不大的情况下,斜楔产生的夹紧力是不大的。
。可见,在原始作用力不大的情况下,斜楔产生的夹紧力是不大的。 



 本文来自www.eadianqi.com
本文来自www.eadianqi.com  到
到 范围内为增函数,所以
范围内为增函数,所以 

 ,由图3-37c所示,
,由图3-37c所示, 是斜楔夹紧工件过程中移动的距离,则
是斜楔夹紧工件过程中移动的距离,则 
 也是衡量夹紧机构的重要指标,对斜楔夹紧家机构,其系数为 自动控制网www.eadianqi.com版权所有
也是衡量夹紧机构的重要指标,对斜楔夹紧家机构,其系数为 自动控制网www.eadianqi.com版权所有 
 。如果机构要求自锁而又要求有较大的夹紧行程时,可以采用双升角的斜楔,如图3-36b所示。斜楔升角大的一段用来使机构迅速趋近工件,而斜楔升角小的一段用来夹紧工件。 自动控制网www.eadianqi.com版权所有
。如果机构要求自锁而又要求有较大的夹紧行程时,可以采用双升角的斜楔,如图3-36b所示。斜楔升角大的一段用来使机构迅速趋近工件,而斜楔升角小的一段用来夹紧工件。 自动控制网www.eadianqi.com版权所有 
 ),所以,螺旋夹紧机构自锁性能好、夹紧力(增力系数
),所以,螺旋夹紧机构自锁性能好、夹紧力(增力系数 )和夹紧行程大,是应用最为广泛的一种夹紧机构。 本文来自www.eadianqi.com
)和夹紧行程大,是应用最为广泛的一种夹紧机构。 本文来自www.eadianqi.com 
 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有 
 )和夹紧行程小(夹紧行程为1.4倍的偏心距),自锁性能不稳定。一般用于切削力不大、振动小、没有离心力影响的场合。
)和夹紧行程小(夹紧行程为1.4倍的偏心距),自锁性能不稳定。一般用于切削力不大、振动小、没有离心力影响的场合。 
 是圆偏心轮的几何中心,
是圆偏心轮的几何中心, 是它的几何半径。
是它的几何半径。 是偏心轮的回转中心,
是偏心轮的回转中心, 是偏心矩。 自动控制网www.eadianqi.com版权所有
是偏心矩。 自动控制网www.eadianqi.com版权所有  为半径画圆(虚线图),便把偏心轮分成了三部分。其中,虚线部分是个“基圆盘”,半径
为半径画圆(虚线图),便把偏心轮分成了三部分。其中,虚线部分是个“基圆盘”,半径 。另两部分是两个相同的弧形楔。当偏心轮绕回转中心
。另两部分是两个相同的弧形楔。当偏心轮绕回转中心
 ,其夹紧行程为
,其夹紧行程为 。但实际应用中,圆偏心轮的工作转角一般小于
。但实际应用中,圆偏心轮的工作转角一般小于 ,即如图3-45所示夹紧点左右
,即如图3-45所示夹紧点左右 。因采用这一工作段,升角变化小,夹紧行程大。
。因采用这一工作段,升角变化小,夹紧行程大。  时,
时, ;当
;当 时,
时,