|
确定夹紧力就是确定夹紧力的大小、方向和作用点三个要素。在确定夹紧力的三个要素时,要分析工件的结构特点、加工要求、切削力及其他外力作用于工件的情况,而且必须考虑定位装置的结构形式和布置方式。
1.夹紧力方向的确定 自动控制网www.eadianqi.com版权所有
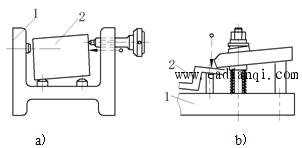
(1)夹紧力应朝向主要定位基准,如图1所示,在直角支座上镗孔,本工序要求所镗孔与 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com
(2)夹紧力应朝向工作刚度较好的方向,使工件变形尽可能小由于工件在不同的方向上刚度是不同的,不同的受力表面也因其接触面积大小而变形各异。尤其在夹压薄壁零件时,更需注意,如图1所示套筒,由于其轴向刚度大于径向刚度,所以,夹紧力应在轴向方向。用三爪定心卡盘夹紧外圆,显然要比用特制螺母从轴向夹紧工件变形更大。 自动控制网www.eadianqi.com版权所有 (3)夹紧力方向应尽可能实现“三力”同向,以利于减小夹紧力:当夹紧力和切削力、工件自身重力的方向均相同时,加工过程中所需的夹紧力为最小,从而能简化夹紧装置的结构和便于操作。 本文来自www.eadianqi.com
如图2所示工件,孔
本文来自www.eadianqi.com
故夹紧力
式中 当工件不大时,工件重力可不考虑,则 本文来自www.eadianqi.com
本文来自www.eadianqi.com
可见这种情况所需夹紧力比切削力 本文来自www.eadianqi.com
由上述分析可知,夹紧力、切削力、工件重力同向,则有利于减小所需夹紧力。 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有 图3 夹紧力应指向工件刚性较好的方向 自动控制网www.eadianqi.com版权所有
图4 夹紧力与切削力、工件重力关系 本文来自www.eadianqi.com 2.夹紧力作用点的选择 自动控制网www.eadianqi.com版权所有
(1)夹紧力作用点应落在支承点上或几个支承元件所形成的支承区域内:如图5所示,a图为夹紧力作用于支承区域之外;b图为夹紧力落在了支撑点外。如果夹紧力作用于支承面之外或没有落在支承点上,夹紧力和支承反力构成力偶,将使工件倾斜或移动,破坏工件的定位。正确的夹紧力作用点应施于支承区域内并靠近其几何中心或落在支撑点上,如图5a中虚线箭头或虚线箭头以下的位置。图5b中虚线箭头所示位置。 本文来自www.eadianqi.com
本文来自www.eadianqi.com
图5 夹紧力应作用在支承区域内或支承点上 本文来自www.eadianqi.com (2)夹紧力作用点应作用在工件刚度较好的部位:如图6a所示,若把夹紧力作用在刚度较差的顶部中点,则工件就会产生较大的变形。正确的做法应是将夹紧力作用点作用在刚度较好的部位,如图6b所示作用点作用在工件刚度较好的实体部位,并改单点夹紧为两点夹紧,避免了工件产生不必要的变形且夹紧牢固可靠。 本文来自www.eadianqi.com
(3)夹紧力作用点应尽量靠近加工部位:夹紧力作用点靠近加工部位可提高加工部位的夹紧刚度,防止或减少工件振动,如图7所示,主要夹紧力
图7 夹紧力应作用在工件刚度较好的部位 自动控制网www.eadianqi.com版权所有
图8 夹紧力作用点应靠近加工部位 本文来自www.eadianqi.com
1-工件;2-辅助支承;3-铣刀 本文来自www.eadianqi.com 3.夹紧力大小的确定 本文来自www.eadianqi.com 在夹紧力的方向、作用点确定之后,必须确定夹紧力的大小。夹紧力过小,难以保证工作定位的稳定性和加工质量。夹紧力过大,将会增大夹紧装置的规格、尺寸,还会使夹紧系统的变形增大,从而影响加工质量。 本文来自www.eadianqi.com 在加工过程中,工件受到切削力、离心力、惯性力及重力作用,要使工件保持正确的位置,夹紧力的作用应与上述力(矩)的作用相平衡。实际上,夹紧力的大小还与工艺系统的刚度、夹紧机构的传递效率等有关。而且,切削力的大小在加工过程中式变化的,因此,夹紧力的计算只能在静态下利用力学原理、考虑到各种因素进行计算。计算夹紧力时可查《机床夹具设计手册》。 本文来自www.eadianqi.com
|
 面垂直,故应以
面垂直,故应以 方向时,应使夹紧力朝向
方向时,应使夹紧力朝向 面(图b、c),当工件
面(图b、c),当工件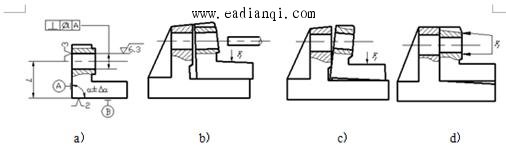
 和工件重力
和工件重力 三者同向且都垂直于定位基面、这些同向力为支承反力所平衡,钻削转矩由三个力的作用而在支承面上所产生的摩擦阻力矩平衡,由于轴向切削力和工件重力的作用有利于减小夹紧力,故这种情况所需夹紧力为最小。在大型工件上钻小孔时,工件重力所产生的摩擦阻力矩一般比钻削转矩大得多,此时可以不施加夹紧力。但在镗孔
三者同向且都垂直于定位基面、这些同向力为支承反力所平衡,钻削转矩由三个力的作用而在支承面上所产生的摩擦阻力矩平衡,由于轴向切削力和工件重力的作用有利于减小夹紧力,故这种情况所需夹紧力为最小。在大型工件上钻小孔时,工件重力所产生的摩擦阻力矩一般比钻削转矩大得多,此时可以不施加夹紧力。但在镗孔 与夹紧力
与夹紧力

 ——摩擦因数,通常取0.1~0.15。
——摩擦因数,通常取0.1~0.15。 

 垂直作用于主要定位基准,如果不再施加其它夹紧力,因夹紧力
垂直作用于主要定位基准,如果不再施加其它夹紧力,因夹紧力 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有