|
铣削速度参数直接影响加工表面质量,通常看加工情况来判断是否设置合理,一是看材料,看切落的铁屑是否为片状,颜色与毛坯是否相仿,如若相仿则设置合理。二是听声音,声音正常,没有工件振动声响则为合理。若出现颗粒、粉末、成紫色、紫红色,表示铣削用量不合理或过大,但硬质合金材料除外。 自动控制网www.eadianqi.com版权所有 1.4.6 生成刀轨并检验刀轨 自动控制网www.eadianqi.com版权所有
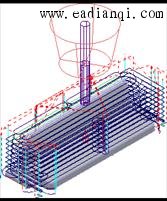
在PowerMILL加工系统中生成刀具路径而产生的刀轨,可以明显地反映刀具的方向和铣削部位,通过碰撞功能,还可以检验夹具碰撞、刀具的有效长度和增加到不发生碰撞所需的最小刀具长度。 本文来自www.eadianqi.com 1.生成刀轨 自动控制网www.eadianqi.com版权所有 生成刀轨是指通过路径轨迹反映模型零件的铣削位置(刀具的移动轨迹)。PowerMILL系统为刀轨的生成提供了颜色的区分,使用户可以清晰地了解到模型零件上各个位置的铣削情况,并能有效地防止过切或撞刀的发生,用户可以通过如图1-15所示的刀轨查看其铣削位置。 自动控制网www.eadianqi.com版权所有
2.检验刀轨 本文来自www.eadianqi.com 使用PowerMILL 7.0中的碰撞检查功能可探测出刀具夹持或刀杆距工件距离是否小于间隙值范围,可对激活的刀具路径进行碰撞检查。 本文来自www.eadianqi.com 对激活的刀具路径进行碰撞检查时,PowerMILL 7.0将在屏幕上显示出最大的碰撞深度并将刀具路径分割成两个部分,如图1-16所示。其中一部分是没有碰撞的刀具路径部分,而另一部分则是在不改变刀具长度的情况下会发生碰撞的刀具路径部分。会发生碰撞部分刀具路径的刀具长度将会自动增加到不发生碰撞所需的最小刀具长度,因此对任何刀具路径而言都不会发生碰撞。 自动控制网www.eadianqi.com版权所有
1.4.7 NC后处理与创建车间工艺文件 自动控制网www.eadianqi.com版权所有 对于NC后处理格式,一般的用户有3个层次的需求: 本文来自www.eadianqi.com (1)PowerMILL自带的后处理中有适合自己机床要求的,不需要修改、增删代码。 本文来自www.eadianqi.com (2)没有适合的,需要改写后处理。 自动控制网www.eadianqi.com版权所有 (3)机床的代码格式完全与普通代码格式不同,需建立全新的后处理。 本文来自www.eadianqi.com 车间工艺文件也就是数控加工程序单,是编程人员与机床操作员之间的交流平台。当编程人员编完一个模型零件的程序后,应在数控加工程序单上填写文件编号、日期、程序名、刀具类型、装夹长度、加工方式、余量和分中方式等参数,但一些特殊的工艺要求还需要编程人员与机床操作员相互交流,以求达到共识。 自动控制网www.eadianqi.com版权所有 |
||||||||||
 本文来自www.eadianqi.com
本文来自www.eadianqi.com 