|
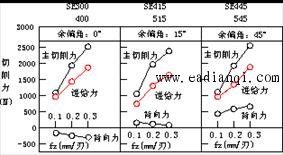
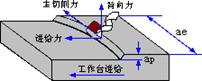
3.余偏角(CH)与铣削特性 余偏角(CH)与铣削特性,如表1-4所示。 自动控制网www.eadianqi.com版权所有 表1-4 余偏角(CH)与铣削特性 自动控制网www.eadianqi.com版权所有
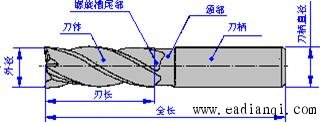
通过了解立铣刀各部分的名称和刃数,可以更好地利用刀具进行编程,避免刀具选择不当而造成过切或撞刀等现象的发生。 自动控制网www.eadianqi.com版权所有 1.立铣刀各部分的名称 本文来自www.eadianqi.com 立铣刀各部分的名称,如图1-8所示。 本文来自www.eadianqi.com
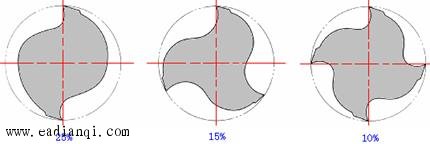
2.立铣刀的齿数与容屑槽截面积比 自动控制网www.eadianqi.com版权所有
立铣刀的齿数与容屑槽截面积比,如图1-9所示。 本文来自www.eadianqi.com
表1-5所示为齿数与容屑槽的特点。 自动控制网www.eadianqi.com版权所有 表1-5 齿数与容屑槽特点 自动控制网www.eadianqi.com版权所有
3.立铣刀的种类与形状 自动控制网www.eadianqi.com版权所有 立铣刀的种类与形状可以按外圆刃、底刃、手柄和颈部进行分类,不同的类型其形状特点不同,而且其所加工的位置也不相同。 自动控制网www.eadianqi.com版权所有
(1)外周刃的种类、形状和特点 自动控制网www.eadianqi.com版权所有 外周刃的种类、形状和特点,如表1-6所示。 本文来自www.eadianqi.com 表1-6 外周刃的种类、形状和特点 本文来自www.eadianqi.com
(2)底刃的种类、形状和特点 本文来自www.eadianqi.com 底刃的种类、形状和特点,如表1-7所示。 自动控制网www.eadianqi.com版权所有 表1-7 底刃的种类、形状和特点 本文来自www.eadianqi.com
( 自动控制网www.eadianqi.com版权所有 3)手柄及颈部的种类、形状和特点本文来自www.eadianqi.com 手柄及颈部的种类、形状和特点,如表1-8所示。 本文来自www.eadianqi.com 表1-8 手柄及颈部的种类、形状和特点 本文来自www.eadianqi.com
1.4 数控编程的一般操作流程 自动控制网www.eadianqi.com版权所有 数控编程加工的操作过程为首先加载毛坯,定义工序加工的对象,设计刀具,定义加工的方式并生成该相应的加工程式,然后依据加工程式的内容,如加工对象的具体参数、刀具的导动方式、铣削步距、主轴转速、进给量、铣削角度、进退刀点、干涉面及安全平面等详细内容来确立刀具轨迹的生成方式;仿真加工后对刀具轨迹进行相应的编辑修改、复制等;待所有的刀具轨迹设计合格后,进行后处理生成相应数控系统的加工代码进行DNC传输与数控加工,其具体流程如图1-10所示。 本文来自www.eadianqi.com
1.4.1 导入CAD模型 本文来自www.eadianqi.com 导入CAD模型作为数控加工的第一步决定着之后操作的成败与否,其导入模型的收缩率、单位或形状结构等参数必须符合实际要求。导入CAD模型步骤分为两个步骤:首先必须进行CAD文件转换,CAD文件通过PS-Exchange转换,然后通过PowerMILL导入。如果没有PS-Exchange转换,PowerMILL则是无法导入CAD模型的。 本文来自www.eadianqi.com PowerMILL导入CAD模型,可以通过选择菜单栏中的【文件】/【范例】选项装载模型,如图1-11所示。 自动控制网www.eadianqi.com版权所有
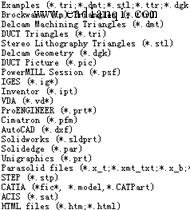
PowerMILL 7.0可接受多种类型格式的数据文件,打开【打开范例】对话框中的【文件类型】下拉列表框,如图1-12所示,可根据需要选择不同的类型格式打开模型数据文件。 本文来自www.eadianqi.com
1.4.2 分析模型加工工艺 本文来自www.eadianqi.com 加工工艺分析就是指对零件的加工顺序进行规划,其具体安排应该根据零件的结构、材料特性、夹紧定位、机床功能、加工部位的数量以及安装次数等进行灵活划分,一般可根据下列方法进行划分。 自动控制网www.eadianqi.com版权所有 1.刀具集中分序法 自动控制网www.eadianqi.com版权所有 以应用的刀具进行划分,用同一把刀具加工完成所有可以加工的零件部位,再用第2把或第3把刀具完成它们可以完成的其他部位。这样可减少换刀次数,压缩空白程序的时间,减少不必要的定位误差。 自动控制网www.eadianqi.com版权所有 2.加工部位分序法 本文来自www.eadianqi.com 在数控机床上加工零件,工序可以集中。对于加工部位很多的零件可一次装夹并尽可能完成全部工序,可按其结构特点将加工部位分成几个部分,如内形、外形、曲面或平面等。但一般应遵循下列原则: 自动控制网www.eadianqi.com版权所有 (1)一般先加工平面、定位面,后加工孔。 本文来自www.eadianqi.com (2)先加工简单的几何形状,再加工复杂的几何形状。 本文来自www.eadianqi.com (3)先加工精度较低的部位,再加工精度要求较高的部位。 本文来自www.eadianqi.com 3.以粗、精加工分序法 自动控制网www.eadianqi.com版权所有 对于易发生加工变形的零件,由于粗加工后可能发生变形而需要进行校形,故一般要进行粗、精加工的都要将工序分开。 本文来自www.eadianqi.com 4.保证精度的原则 本文来自www.eadianqi.com 数控加工要求工序集中,通常粗、精加工在一次装夹下完成,为减少热变形和铣削力变形对工件的形状、位置精度、尺寸精度和表面粗糙度的影响,应将粗、精加工分开进行。对轴类或盘类零件,将各处先粗加工,留少量余量精加工,以保证表面质量要求。同时,对一些箱体工件,为保证孔的加工精度,应先加工表面而后加工孔。 本文来自www.eadianqi.com 综上所述,在划分工序时,一般将以上几点都应考虑进去,然后再根据实际加工零件结构进行确定,但一定要力求合理。 自动控制网www.eadianqi.com版权所有
1.4.3 设置数控加工原点坐标系 自动控制网www.eadianqi.com版权所有
建立坐标系是为了确定刀具或工件在机床中的位置,确定机床运动部件的位置及其运动范围。统一规定数控机床坐标系各轴的名称及其正负方向,可以 自动控制网www.eadianqi.com版权所有 简化程序编制,并使所编的程序具有互换性。
本文来自www.eadianqi.com
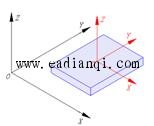
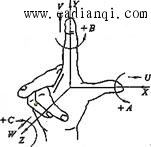
数控机床上的坐标系是采用右手直角笛卡儿坐标系,大拇指的方向为X轴的正方向,食指为Y轴的正方向,中指为Z轴的正方向,如图1-13所示。 自动控制网www.eadianqi.com版权所有 工件原点位置是由操作者自己设定的,它在工件装夹完毕后,通过分中与对刀确定。它反映的是工件与机床原点之间的距离位置关系。工件坐标系一旦固定,一般不再改变,如图1-14所示。 本文来自www.eadianqi.com
1.4.4 工件的装夹、校正 自动控制网www.eadianqi.com版权所有 工件在进行铣削加工之前,必须准确可靠地装夹在机床上,用来确定工件在机床上的位置点、线或面,称为定位基准。因为点或线一般由具体的表面体现,所以工件上的定位基准又称定位基准面。 本文来自www.eadianqi.com 装夹是指将工件在机床上或夹具中定位、夹紧的过程,可采用虎钳或加底板抽螺丝等方式装夹。装夹时首先将标准垫块放在虎钳口,并放入工件,接着轻轻锁紧工件,然后通过百分表或千分表校正工件的水平和垂直位置,然后再锁紧工件,最后再复核一次工件有没有移位。 本文来自www.eadianqi.com 在确定定位基准与夹紧方案时应注意如下3点: 自动控制网www.eadianqi.com版权所有 (1)力求设计、工艺与编程计算的基准统一。 自动控制网www.eadianqi.com版权所有 (2)尽量减少装夹次数,尽可能做到在一次装夹定位后就能加工出全部待加工的部位。 本文来自www.eadianqi.com (3)夹具要开畅,其定位、夹紧机构不能影响加工中的走刀,避免刀具与夹紧机构碰撞。遇到此类情况时,可采用用虎钳或加底板抽螺丝的方式装夹。 自动控制网www.eadianqi.com版权所有
1.4.5 设置加工铣削参数 本文来自www.eadianqi.com
1.铣削用量 本文来自www.eadianqi.com 铣削参数作为数控加工中的主导关键之一,其设置的可靠与否直接影响到加工效率、刀具寿命或零件精度等问题。在数控加工过程中,可在人机交互状态下即时选择刀具和确定铣削用量。因此,编程人员必须熟悉刀具的选择方法和铣削用量的确定原则,从而保证零件的加工质量和加工效率,充分发挥数控机床的优点,提高企业的经济效益和生产水平。合理选择铣削用量的原则如下: 自动控制网www.eadianqi.com版权所有 (1)粗加工时,为提高效率,在保证刀具、夹具和机床强度钢性足够的条件下,铣削用量的选择顺序是:先把铣削深度选大一些,其次选取较大的进给量,然后选适当的铣削速度。当加工余量小,铣削深度不可能大时,可适当增加进给量。当铣削材料表面有硬皮层(如铸铁),一次铣削深度应超越硬皮层厚度,使刀具在首次铣削时刀刃不易磨损,避免刀具与材料硬皮层直接接触时产生崩刀现象。铣削有色金属时,材料塑性韧性较好,硬度较低,铣削用量可适当选大,如主轴转速可选较大值,但进给速度不可太大,否则紫铜材料易产生粘刀现象。 自动控制网www.eadianqi.com版权所有 (2)精加工时,加工余量小,为了保证工件的表面光洁度,尽可能增加铣削速度,这时进给量可适当减少。铣削用量可根据加工余量和零件的技术要求而定。 自动控制网www.eadianqi.com版权所有 (3)高速铣削是采用硬质合金刀,在很高的转速下,利用铣削中产生的高温(600~1000℃),使工件加工表面软化,而又能充分发挥刀具铣削性能的一种高效加工方法。高速铣削时,应根据具体牌号来确定铣削用量。 自动控制网www.eadianqi.com版权所有 2.主轴转速 自动控制网www.eadianqi.com版权所有 表示主轴转动速度,单位为r/min。可根据刀具直径大小、刀具材料、零件材料等情况设定。计算公式为: 自动控制网www.eadianqi.com版权所有
设置主轴转速一般应遵从下列几点原则: 自动控制网www.eadianqi.com版权所有 (1)刀具直径越大,为使每刀齿的铣削完全,设置主轴转速应越低。 本文来自www.eadianqi.com
(2)刀具直径越小,为保证刀具的钢性,设置主轴转速应越高。 本文来自www.eadianqi.com (3)刀具材料越硬,为避免刀具刀齿受过慢速度影响,冲击刀具,设置主轴转速应越高。 自动控制网www.eadianqi.com版权所有 (4)铣削材料塑性越大,例如紫铜电极加工,主轴转速应越高。 自动控制网www.eadianqi.com版权所有 (5)铣削材料硬度大,塑性韧性越小,主轴转速应越低。 本文来自www.eadianqi.com
根据经验,高速钢Φ3~16的直径刀具,一般设置主轴转速为500~1800r/min;硬质合金刀具为1500~3000r/min(高速加工除外)。 本文来自www.eadianqi.com 数控机床的控制面板上一般备有主轴转速修调(倍率)开关,可在加工过程中对主轴转速进行整倍数调整。 自动控制网www.eadianqi.com版权所有 如果选择的是著名厂家生产的刀具,例如东芝、日立、三菱、SECO、山特维克等刀具或一些特殊功能的刀具,主轴转速可以参考厂商提供的铣削用量计算公式,进行其刀具主轴转速参数值的计算。 自动控制网www.eadianqi.com版权所有 (6)铣削速度 自动控制网www.eadianqi.com版权所有 铣削速度指刀具铣削材料时的速度,单位为m/min。 自动控制网www.eadianqi.com版权所有 铣削速度应根据零件的加工精度和表面粗糙度要求,以及刀具和工件材料来选择。铣削速度的增加也可以提高生产效率。加工表面粗糙度要求低时,铣削速度可选择大些;加工材料硬度较高时,可选择较慢的速度。 自动控制网www.eadianqi.com版权所有 在模具加工过程中,铣削速度的编程设定值一般比实际加工的速度要大,使实际加工速度调整范围值较大。因为实际加工速度可通过机床控制面板上的修调(倍率)开关进行人工调整,在实际加工时如果遇到空刀加工,速度可以调整快一些,提高空刀行进速率,但是最大进给速度要受到设备刚度和进给系统性能等的限制。 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有 

 本文来自www.eadianqi.com
本文来自www.eadianqi.com