|
加工类型的选择就是根据模具结构形状划分粗加工、半精加工、局部精加工和精加工,接着根据划分的加工类型确定铣削刀具和加工策略,然后设置合理的加工参数对模具结构进行数控程序编程。 本文来自www.eadianqi.com
1.2.1 加工类型选择 自动控制网www.eadianqi.com版权所有 模具数控加工一般分为粗加工、半精加工、局部精加工和精加工4种加工类型。 自动控制网www.eadianqi.com版权所有
1.粗加工 自动控制网www.eadianqi.com版权所有 粗加工策略需要根据毛坯的类型和模具型面的情况而定。如果毛坯为锻件或钢件,那么粗加工最好先选用区域清除模型加工,将毛坯的大部分余量去除掉,得到均匀的毛坯余量,为后序加工提供方便。如果毛坯为铸件,最佳等高策略则是粗加工的最佳选择。最佳等高策略需将模型面分为平坦和陡峭两种情况,平坦区域采用平行或三维偏置方式加工,而陡峭区域采用等高线方式加工。 自动控制网www.eadianqi.com版权所有 2.半精加工 自动控制网www.eadianqi.com版权所有 半精加工的主要目的是保证精加工时余量均匀,最常用的方法是先算出残留材料的边界轮廓(参考刀具未加工区域的三维轮廓),然后选用较小的刀具来加工这些三维轮廓区域,而不用重新加工整个模型。一般用等高精加工方法来加工残留材料区域内部。为得到合理的刀具路径,应注意以下几点: 自动控制网www.eadianqi.com版权所有 (1)计算残留边界时所用的余量,应跟开粗加工所留的余量一致。 本文来自www.eadianqi.com (2)用残留边界等高精加工凹面时,应把“型腔加工”取消掉。否则,刀具路径在进行单侧铣削时,随着深度的增加,接触刀具的材料增多,铣削力增大,使刀具易折断。 本文来自www.eadianqi.com (3)铣削过程中尽量减少提刀次数,提高工作效率。 自动控制网www.eadianqi.com版权所有 (4)当孔的上表面为斜面时,必须把精加工孔壁斜面提高,否则刀具会刮伤精加工过的斜面。 本文来自www.eadianqi.com 3.局部精加工 本文来自www.eadianqi.com 局部精加工一般是指清角加工。清角加工应采用多次加工或系列刀具从大到小的加工方法。PowerMILL有多种清角加工方式,例如自动清角、沿着、笔式、多笔、缝合等。在这些加工方式中,自动清角方式最佳。 自动控制网www.eadianqi.com版权所有
笔式和多笔 自动控制网www.eadianqi.com版权所有 方式一般在粗加工进行预清除时使用,它对提高粗加工效率有明显效果。缝合是陡峭或平坦区域应选用的加工方式,一般在局部加工时选用。自动清角方式则是比较全面的一种加工方式,它在不同的区域采用不同的加工策略,如在平坦处采用多笔或沿着,而在陡峭处采用缝合。这里的平坦与陡峭区域是根据浅滩角的大小而确定,如果浅滩角设定过小则产生的刀具路径将以缝合为主;如果浅滩角设定过大则刀具路径将以沿着为主,所以浅滩角设定得过大或过小都无法体现出自动清角的优越性。在长时间的工厂实践中,认为设定在60°左右的浅滩角最为合适。浅滩角产生的自动清角刀具路径,不但减少了加工时间,而且还可以提高刀具的使用寿命,它独特的计算方法还能将分型面中所有角落的刀具路径全部计算出来,避免了其他方式的计算遗漏问题。本文来自www.eadianqi.com 4.精加工 本文来自www.eadianqi.com 在精加工中,除非模具型面高度变化比较大,否则最好选择平行精加工。因为平行精加工不但计算速度快,而且刀具路径光顺,加工完成的模具型面质量好。但平行方式会在局部型面产生步距不均的现象,为了避免这一现象,可以在步距不均处补加程序,或者在加工方法中选中垂直路径的对话框。选中它后,PowerMILL会自动在产生步距不均的地方,补加垂直的刀具路径。若模具型面高度变化比较大,则选用最佳加工方法是最佳等高精加工或等高精加工等方法。对于平面的精加工,常采用偏置区域清除加工。 本文来自www.eadianqi.com
在模具型面编程中,边界的设定是非常重要的。无论是最佳等高精加工、偏置区域清除,还是平行精加工,它们产生的刀具路径都是与边界有关的,所以边界设定的好坏,将直接影响程序的质量。如果边界设定得好,则产生的刀具路径十分规范,而且不需要编辑裁剪,可节省时间。如果边界设定不好,则产生的刀具路径需要编辑裁剪,并且编辑裁减后的刀具路径产生大量的提刀。这样不但大大的增加了编程时间,而且还增加了数控机床加工时间。所以,为了保证加工质量,提高加工效率,应该注意以下几点要素。 自动控制网www.eadianqi.com版权所有 (1)精加工余量必须均匀,一般径向留余量为0.15~0.3mm,轴向留余量为0.05~0.15mm。 自动控制网www.eadianqi.com版权所有 (2)当采用偏置区域清除精加工平面时,毛坯的Z向最小值应该等于该平面的Z值,否则平面加工后高度方向尺寸误差较大。 本文来自www.eadianqi.com (3)若采用等高精加工,当刀具起刀点位置比较乱时,可以使用在编辑中移动开始点的方法来改正。 本文来自www.eadianqi.com (4)为保证在浅滩边界处平行和等高两种走刀路径接刀良好,在允许的情况下,一般在平行走刀时把浅滩边界向外三维偏移2mm左右。 本文来自www.eadianqi.com 等高精加工侧面时常选用圆鼻刀加工,这必然导致工件底部不清角。当选用软件中的几种清角加工所产生的刀路不是很合理的情况下,一般采用等高加工通过裁剪功能去掉多余的路径的方法来代替。此时,应该检查等高精加工后Z向深度是否到位,若不到位则应该再加工一刀,把这一刀的路径拉到先前的等高加工路径里,这里应设置切入切出和连接参数。 自动控制网www.eadianqi.com版权所有 1.2.2 加工参数选择 本文来自www.eadianqi.com 模型读取结束后,首先要进行加工参数的设定。加工参数主要包括毛坯、进给率、快进高度、开始点、切入切出和连接方式及加工刀具等。 自动控制网www.eadianqi.com版权所有 1.毛坯大小设定 自动控制网www.eadianqi.com版权所有
在PowerMILL中,毛坯扩展值的设定很重要,如果毛坯扩展值设得过大将增大程序的计算量和增加编程时间;如果设得过小,程序将以毛坯的大小为极限进行计算,这样很可能导致型面加工不到位。所以,毛坯扩展的设定一般要稍大于加工刀具的半径,同时还要考虑它的加工余量。 本文来自www.eadianqi.com 扩展值应等于加工刀具的半径加上加工余量,再加上2~5mm。例如Ф30的刀具,型面余量为0.5 mm,那么毛坯扩展可设定为20。 自动控制网www.eadianqi.com版权所有
2.进给率设定 自动控制网www.eadianqi.com版权所有
进给率的设定较为方便,可根据加工车间所使用的刀具、加工材料的硬度和机床设备而确定。若进给率设置得偏大或偏小,则可以通过机床的进给倍率进行调整。 本文来自www.eadianqi.com 3.快进高度设定 自动控制网www.eadianqi.com版权所有 快进高度包括两项,一 自动控制网www.eadianqi.com版权所有 项是安全高度,另一项是开始高度。安全高度一般要在PowerMILL计算出来的值的基础上,再加上20~40mm左右。开始高度的值最好不要与安全高度一样,一般将它设为比安全高度小10mm左右。这样设定是为了在NC程序输出中增加一个Z值,有利于数控加工的安全性。自动控制网www.eadianqi.com版权所有 4.开始点设定 自动控制网www.eadianqi.com版权所有 开始点的值一般与安全高度的值相同。 自动控制网www.eadianqi.com版权所有 5.切入切出和连接方式设定 本文来自www.eadianqi.com
切入切出和连接方式要根据不同情况,进行不同的设定。例如,区域清除加工要采用斜向下刀或外部进刀,高速加工时切入切出采用圆弧连接,而轮廓加工则要采用水平圆弧进退刀等。 自动控制网www.eadianqi.com版权所有 6.刀具设定 本文来自www.eadianqi.com 刀具可根据加工车间习惯进行设定,在设定刀具时,最好将刀具名称设为与刀具大小相同,并加上刀具的代号。如直径为16mm的球头刀,可将它命名为“Q16”,这样命名有利于编程时对刀具的选用和检查。 本文来自www.eadianqi.com 加工参数也可以通过PowerMILL中的宏来记录刚才的参数设定。宏的运用不但省去了许多重复操作,节约了编程时间,而且还降低了编程的错误率。宏还可以放在用户菜单里,用户可以根据自己的喜好进行设定。通过用户菜单可以执行宏,也可以执行一些其他操作。 自动控制网www.eadianqi.com版权所有 7.碰撞检查设定在防止碰撞方面,PowerMILL和其他的CAM软件都提供了碰撞检查功能。两者不同的是,其他的CAM软件的碰撞检查功能只能在清除余料中使用,而且在发生碰撞的时候,其他的CAM软件的刀轨运算时间会大幅度增加,而PowerMILL的防碰撞功能在运算时间上要比其他的CAM软件少很多。另外,PowerMILL既可以在生成程序时检查,也可以在程序生成后检查,并且PowerMILL的防碰撞功能还可以检查型面、轮廓等其他操作是否会碰撞。在这一点上,PowerMILL提供了全方位的安全措施,提高了程序的安全性,降低了加工过切及碰撞的问题,而其他的CAM软件显得比较薄弱。 自动控制网www.eadianqi.com版权所有 1.3 数控加工铣削刀具 本文来自www.eadianqi.com 与普通机床加工相比,数控加工对刀具提出了更高的要求,不仅需要刀具的刚性好、精度高,而且要求刀具尺寸稳定、耐用度高,断屑及排屑性能好。 本文来自www.eadianqi.com 1.3.1 铣削刀具的类型与选用 自动控制网www.eadianqi.com版权所有 铣削刀具选择合理与否,直接决定了加工质量和加工效率。刀具的选择是在数控编程的人机交互状态下进行的,应根据加工材料性能、铣削量、工件结构形状、加工方式、机床加工能力和承受负荷,以及其他相关因素来选择刀具。刀具选择总的原则是安装调整方便、刚性好、耐用度和精度高。在满足加工要求的前提下,应该尽量选择较短的刀柄,以提高刀具加工的刚性。 自动控制网www.eadianqi.com版权所有 1.铣削刀具的类型 自动控制网www.eadianqi.com版权所有 为了适应数控机床高速、高效和自动化程度高等特点,铣削刀具可分为整体式和镶嵌式两种,如图1-1所示。整体式刀具的刀刃与刀柄连接一体,整体式刀具在早期是应用最广泛、最有效的铣削刀具。镶嵌式刀具是通过通用刀具、通用连接刀柄及少量专用刀柄连接而成,目前镶嵌式刀具已成为铣削刀具中的主流,在数量上达到了整个数控刀具的30%~40%,金属切除量占总数的80%~90%,如图1-2和图1-3所示为常用的镶嵌式铣削刀具和刀把种类及其安装方法。 本文来自www.eadianqi.com
由于立铣刀与刀夹之间存在微小间隙,所以在加工过程中刀具有可能出现振动现象。振动会使铣削力不均匀,影响加工精度和刀具使用寿命。当加工出的沟槽宽度偏小时,也可以有目的地使刀具振动,通过增大铣削量来获得所需槽宽,但这种情况下,应将立铣刀的最大振幅限制在0.02mm以下,否则无法进行稳定的铣削。在正常加工中,立铣刀的振动越小越好。 自动控制网www.eadianqi.com版权所有
当出现刀具振动时,应考虑降低铣削速度和进给速度,若两者都已降低40%后仍存在较大振动,则应考虑减小吃刀量。 本文来自www.eadianqi.com 如果加工系统出现共振,其原因可能是铣削速度过大、刀具系统刚性不足、工件装夹力不够以及工件形状或工件装夹方法 自动控制网www.eadianqi.com版权所有
等因素所致。此时应采取调整铣削用量、增加刀具系统刚度、提高进给速度等措施。
自动控制网www.eadianqi.com版权所有 2.铣削刀具的选择 自动控制网www.eadianqi.com版权所有 在实际模具生产加工当中,数控铣削刀具与普通机床所用的铣削刀具相比,有许多要求,主要表现为以下几点: 本文来自www.eadianqi.com (1)刚性好(尤其是粗加工刀具)、精度高、抗振及热变形小。 本文来自www.eadianqi.com (2)互换性好,便于快速换刀。 自动控制网www.eadianqi.com版权所有 (3)寿命高,铣削性能稳定、可靠。 本文来自www.eadianqi.com (4)刀具的尺寸便于调整,以减少换刀调整时间。 本文来自www.eadianqi.com (5)刀具应能可靠地断屑或卷屑,以利于切屑的排除。 本文来自www.eadianqi.com (6)系列化、标准化,以利于编程和刀具管理。 自动控制网www.eadianqi.com版权所有
为了合理加工工件及选择铣削刀具,必须先分析被加工工件形状、尺寸大小、材料硬度等条件。一般加工平坦零件时,采用端铣刀;在加工凸台、凹槽时,可选择镶硬质合金刀片的玉米铣刀或高速钢立铣刀;而对一些立体自由曲面型面和变化斜角轮廓外形的加工,常采用球头铣刀、环形铣刀、锥形铣刀和盘形铣刀。但在进行自由曲面加工时,由于球头刀具的端部铣削速度为零,因此,为保证加工精度,铣削间距一般取得很小,故球头刀常用于曲面的精加工。而圆鼻刀具在表面加工质量和铣削效率方面都优于球头刀,因此,只要在保证不过切的前提下,无论是曲面的粗加工还是精加工,都应优先选择圆鼻刀。另外,刀具的耐用度和精度与刀具价格关系极大。在大多数情况下,选择好的刀具虽然增加了刀具成本,但由此带来了加工质量和加工效率的提高,则可以使整个加工成本大大降低,图1-4是根据不同结构形状所选用的铣削刀具。 自动控制网www.eadianqi.com版权所有 在模具零件数控加工当中,一般需要划分粗加工、半精加工和精加工工序,如图1-5所示。粗加工时选择大刀具、大铣削量,其铣削量一般在1~5mm;半精加工时选择比粗加工要小的刀具,其铣削量一般为0.3~1mm;而精加工时根据零件最小位置尺寸选择小于其最小位置尺寸的刀具,其铣削量一般在0.5mm以下。 自动控制网www.eadianqi.com版权所有
在经济型数控加工中,由于刀具的刃磨、测量和更换等多为人工手动进行,占用的辅助时间较长,因此必须合理安排刀具的排列顺序。一般应遵循以下原则: 自动控制网www.eadianqi.com版权所有
(1)尽量减少刀具数量。 本文来自www.eadianqi.com
(2)一把刀具装夹后,应完成其所能进行的所有加工部位。 本文来自www.eadianqi.com (3)粗精加工的刀具应分开使用,即使是相同尺寸规格的刀具。 自动控制网www.eadianqi.com版权所有 (4)先铣后钻。 自动控制网www.eadianqi.com版权所有
(5)先进行曲面精加工,后进行二维轮廓精加工。 自动控制网www.eadianqi.com版权所有
(6)在可能的情况下,应尽可能利用数控机床的自动换刀功能,以提高生产效率等。 本文来自www.eadianqi.com 刀具直径的选取应遵循以下原则:粗加工时根据工件特点尽量选取较大直径刀具,能加大铣削用量,提高粗加工效率。精加工时,应根据轮廓最小圆角,选用小于圆角的刀具,从而提高加工表面的质量,刀具直径如图1-6所示。 本文来自www.eadianqi.com 刀角半径的选取:球刀或圆角刀的刀尖圆角,应根据轮廓周边的过渡圆角设定,以避免过切现象发生,刀具半径如图1-7所示。 本文来自www.eadianqi.com
使用铣削刀具必须明确其用途和安装方法,避免发生事故。表1-1所示为铣削刀具的使用注意事项。 自动控制网www.eadianqi.com版权所有 表1-1 铣削刀具的使用注意事项 自动控制网www.eadianqi.com版权所有
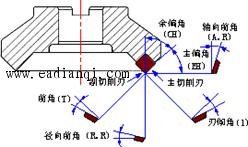
1.3.3 平面铣削加工刀具各部分作用 自动控制网www.eadianqi.com版权所有 1.平面铣刀铣削刃各角度的功能 本文来自www.eadianqi.com 平 自动控制网www.eadianqi.com版权所有 面铣刀铣削刃各角度的功能,如表1-2所示。本文来自www.eadianqi.com 表1-2 平面铣刀铣削刃各角度的功能 本文来自www.eadianqi.com
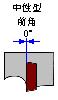
2.基本刃形 本文来自www.eadianqi.com 平面铣刀的基本刃形,如表1-3所示。 本文来自www.eadianqi.com 表1-3 平面铣刀的基本刃形 自动控制网www.eadianqi.com版权所有
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 整体式
整体式  镶嵌式
镶嵌式  自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有  本文来自www.eadianqi.com
本文来自www.eadianqi.com 
 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有 



 本文来自www.eadianqi.com
本文来自www.eadianqi.com 