|
采用修配法时,关键是正确选择修配环和确定其尺寸及极限偏差。 自动控制网www.eadianqi.com版权所有 1.选择修配环一般应满足以下要求 本文来自www.eadianqi.com 1)要便于装拆、易于修配。要选择形状比较简单、修配面较的小零件。 自动控制网www.eadianqi.com版权所有
2)尽量不选公共环。因为公共环难于同时满足几项装配精度要求,所以应选只与一项装配精度有关的环。 本文来自www.eadianqi.com 2.确定修配环尺寸及极限偏差 自动控制网www.eadianqi.com版权所有 确定修配环的尺寸及极限偏差的出发点,是要保证装配量足够和最小。而修配量即为修配环被去除的材料厚度,现定修配量为F。 自动控制网www.eadianqi.com版权所有
1)用完全互换法求得各组成环公差为
2)现采用装配法,各组成环公差放大为 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有
显然
自动控制网www.eadianqi.com版权所有
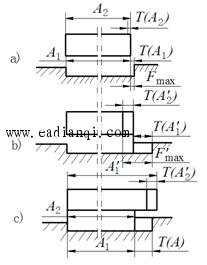
例3 如图3所示的键与键槽配合,按技术要求应保证其间隙不超过0.05mm,键槽宽A1和键宽A2的基本尺寸相等,均为30mm。 自动控制网www.eadianqi.com版权所有
图3 例3图 自动控制网www.eadianqi.com版权所有 解:若按完全互换等公差法,键与键槽宽的平均公差为 本文来自www.eadianqi.com
在现在生产条件下,按0.025mm的公差加工键槽是不经济的。 自动控制网www.eadianqi.com版权所有
如果改用修配法,则可将键和键槽的制造公差放大到经济加工精度:
它远远超过了装配精度要求。为了满足装配质量,选择容易修配的键作修配环,并在基本尺寸上增加一个最大的修配量。按上式有 本文来自www.eadianqi.com
自动控制网www.eadianqi.com版权所有
最后得到的键槽宽和键宽尺寸及偏差为 本文来自www.eadianqi.com
如前所述,采用修配装配法时,解装配尺寸链的主要问题是:在保证修配量足够且最小的原则下计算补偿环尺寸及其极限偏差。 本文来自www.eadianqi.com 3.修配的方法 自动控制网www.eadianqi.com版权所有 实际生产中,修配的方式较多,常见的有以下三种。 自动控制网www.eadianqi.com版权所有 (1)单件修配法:在多环装配尺寸链中,选定某一固定的零件做修配件(补偿环),装配时用去除金属层的方法改变其尺寸,以满足精度的要求。如:齿轮和轴装配中,以轴向垫圈为修配件来保证齿轮轴的轴向间隙;车床尾座与床头箱装配中,以尾座底板为修配件,来保证尾座中心线与主轴中心线的等高性,这种修配方法生产中应用最广。 本文来自www.eadianqi.com (2)合并加工修配法:这种方法是将两个或更多的零件合并在一起在进行加工修配,合并后的尺寸可看作为一个组成环,这样就减少了装配尺寸链组成环的环数,并可以相应减少修配的劳动量。例如,尾座装配时,也可采用合并装配法,即把尾座体和底板相配合的平面分别加工好,并配刮横向小导轨,然后把两零件装配在一起,以底板的底面为定位基准,镗削加工套筒孔,这样此环公差可加大,而且可以给底板面留较小的刮研量。 自动控制网www.eadianqi.com版权所有 合并加工修配法由于零件合并后再加工和装配,对号入座,给组织装配生产带来很多不便。这种方法多用于单件小批生产中。 本文来自www.eadianqi.com (3)自身加工修配法:在机床制造中,有些装配精度要求较高,若单纯依靠限制个别零件的加工误差来保证,势必各零件加工精度很高,甚至无法加工,而且不易选择适当的修配件。此时,在机床总装时,用自己加工自己的方法来保证这些装配精度更方便,这种装配法称自身加工法。例如,在牛头刨床总装后,用自刨的方法加工工作台面,可以较容易的保证滑枕运动方向与工作台面的平行度要求。 自动控制网www.eadianqi.com版权所有
又如图4中的转塔车床,常不用修刮
自动控制网www.eadianqi.com版权所有
图4 转塔车床的自身加工 本文来自www.eadianqi.com
四、调整法 本文来自www.eadianqi.com 对于精度要求较高而且组成环数又较多的产品或部件,在不能采用完全互换法装配时,除了可用修配法保证技术要求外,还可以用调整法保证装配精度要求。 本文来自www.eadianqi.com 调整法与修配法的的实质相同,也是将尺寸链中各组成环的公差值增大,使其能按经济精度制造,装配时选定尺寸链中某一环作为调整环,采用调整的方法改变其实际尺寸或位置,使封闭环达到规定公差要求。预先选定的环(一般是指螺栓、斜楔、档环和垫片等零件)称为调整环,它是用来补偿其他各组成环由于公差放大后所产生的累积误差。 自动控制网www.eadianqi.com版权所有
根据调整方法的不同,调整法分为:可动调整法、固定调整法和误差抵消调整法三种。下面分别叙述。 自动控制网www.eadianqi.com版权所有
1.可动调整法 自动控制网www.eadianqi.com版权所有 采用调整的方法改变调整环的位置(移动、旋转或移动旋转同时进行),使封闭环达到其公差或极限偏差要求的方法称为可动调整法。 本文来自www.eadianqi.com
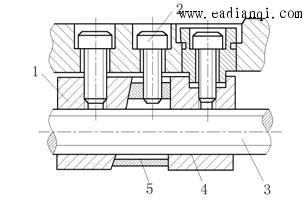
在机械产品中,可动调整的方法很多,图5所示为普通车床横刀架采用锲块与调整丝杠3和螺母1、4间隙的装置就是可动调整法。该装置中,将螺母做成两个,分为前螺母1和后螺母4,前螺母的右端做成斜面,在前、后螺母之间装入一个左端也做成斜面的锲块5。调整间隙时,先将螺母固定螺钉放松,然后拧紧锲块的调节螺钉2,将锲块向上拉,由于前螺母右端斜面和锲块左端斜面的作用,使前螺母向左移动,从而消除丝杆和螺母之间的间隙。又如图6所示主轴箱中,用螺钉1调整轴承间隙的装置,调整后用螺母2锁紧。 本文来自www.eadianqi.com 可动调整法不但调整方便,能获得比较高的精度,而且可以补偿由于磨损和变形等所引起的误差,使设备恢复原有精度。所以,在一些转动机械或易磨损机构中,常用可动调整法。但是,可动调整法因调整件的出现,削弱了机构的刚度,因而在刚度要求较高或机构比较紧凑,无法安排可动调整件时,就可采用其他的调整法。 自动控制网www.eadianqi.com版权所有
1-前螺母;2-调节螺钉;3-丝杠;4-后螺母;5-楔块 自动控制网www.eadianqi.com版权所有 图5 采用楔块调整丝杆和螺母间隙装置 自动控制网www.eadianqi.com版权所有
1-调节螺钉;2-螺母 本文来自www.eadianqi.com
图6 调整轴承间隙的装置 自动控制网www.eadianqi.com版权所有 2.固定调整法 自动控制网www.eadianqi.com版权所有 采用调整的方法改变调整环的尺寸,使封闭环达到其公差与极限偏差要求的方法称为固定调整法。 自动控制网www.eadianqi.com版权所有 调整环要形状简单,便于拆装,常用的调整环有垫片、套筒等。改变调整环的实际尺寸的方法是根据封闭环公差与极限偏差的要求,分别装入不同尺寸的调整环。例如封闭环是减环,因放大组成环公差后使封闭环尺寸较大,就取较大的调整环装入;反之,当封闭环实际尺寸较小时,就取较小的调整环装入。为此,需要预先按一定的尺寸要求,制成若干组不同尺寸的调整件,供装配时选用。 自动控制网www.eadianqi.com版权所有 采用固定调整法时需要解决如下三个问题: 本文来自www.eadianqi.com
(1)选择调整范围:选择调整范围,也就是确定补偿量F。采用固定调整法时,由于放大组成环公差,装配后的实际封闭环的公差必然超出实际要求的公差,其超差量需要用调整环补偿,该补偿量F等于超差量,可用下式计算 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有
式中
本文来自www.eadianqi.com
(2)确定调整件的分组数:补偿量确定好后,不可能用一组调整件去补偿F,而需用不同级别的调整件去补偿。因此,要确定每一组的调整件的补偿能力S。若调整件的制造公差为 本文来自www.eadianqi.com
本文来自www.eadianqi.com 当第一组调整件无法满足补偿要求时,就需要相邻一组的的调整环来补偿。所以,相邻组别调整件的基本尺寸之差也应等于补偿能力S,以保证补偿作用的连续进行。因此,分组数Z可用下式表示 本文来自www.eadianqi.com
本文来自www.eadianqi.com
计算分组数Z后要圆整至邻近的较大整数。 本文来自www.eadianqi.com (3)计算各组调整件的尺寸:由于各组调整件的基本尺寸之差等于补偿能力S,所以只要先求出某一组调整件的尺寸,就可以推算出其他各组的尺寸,比较方便的方法是先求出调整件的中间尺寸,再求出其他各组尺寸。 本文来自www.eadianqi.com
调整件的中间尺寸可先由各环中间偏差之关系式求出调整件的中间偏差后再求得。 自动控制网www.eadianqi.com版权所有 当调整件的组数Z为奇数时,求出的中间尺寸就是调整件中间一组尺寸的中间值。其余各组尺寸的中间值。其余各组尺寸的中间值相应增加或减少各组之间的尺寸差S即可。 本文来自www.eadianqi.com 当调整件的组数为偶数时,求出的中间尺寸是调整环的对称中心。在根据各组之间的尺寸差S安排各组尺寸。 自动控制网www.eadianqi.com版权所有
另外,也可按封闭环要求的极限尺寸,首先确定最大级别的调整件的尺寸,一次推算出各较小级别尺寸的调整件,亦可先确定最小级别的调整件尺寸,进而推算出各较大级别调整件的尺寸。 本文来自www.eadianqi.com
调整件的极限偏差按入体法标注。 本文来自www.eadianqi.com 固定调整法可降低对组成环的加工要求,但能获得较高的装配精度。尤其是尺寸链中环数较多时,其优点更为明显。固定调整法在装配时不必修配补偿环,没有修配法的一些缺点,所以在大批量生产中应用较多。固定调整法又没有可动调整法中改变位置的补偿件,因而刚性较好,机构也比较紧凑。但是,固定调整法在调整时要拆换补偿环,装拆和调整比较费事,所以设计时要选择装拆方便的机构。另外,由于要预先做好若干组不同尺寸的调整件,这也给生产带来不便。为了简化补偿件的规格,生产中常用“多件组合法”。“多件组合法”是把调整件(如垫片)做成几何规格,如厚度分别为0.1、0.2、0.5和1mm等,装配时根据装配尺寸原理(如同块规一样)把不同厚度的垫片组成各种不同的尺寸,以满足装配精度。 本文来自www.eadianqi.com 固定调整法常用于大批量生产和中批生产中,封闭环要求交严的多环尺寸链中,尤其是在比较精密的机械传动中用调整法还能补偿使用过程中的磨损和误差,恢复原有精度。如精密机械、机床和传动机械中的锥齿轮啮合精度的调整,轴承间隙或紧密度的调整中,都广泛采用固定调整法。 本文来自www.eadianqi.com 五、装配方法的选择 本文来自www.eadianqi.com
上述各种装配方法各有特色。其中有些方法对组成环的加工要求较松,但装配时就要较严格;相反,有些方法对组成环的加工要求较严,而在装配时就比较简单。选择装配方法的出发点是使产品制造的全过程达到最佳效果。具体考虑的因素有:封闭环公差要求(装配精度)、结构特点(组成环环数等)、生产类型及具体生产条件。 本文来自www.eadianqi.com
一般说来,只要组成环的加工比较经济可行时,就要求优先采用完全互换装配法。成批生产、组成环又较多时,可考虑采用大数互换装配法。 自动控制网www.eadianqi.com版权所有
当封闭环公差要求较严时,采用完全互换装配法将使组成环加工比较困难或不经济时,就采用其他方法。大量生产时,环数少的尺寸链采用分组装配法;环数多的尺寸链采用调整装配法。单件小批生产时,则常用修配法。成批生产时可灵活应用调整法、修配法和分组装配法(后者在环数少时采用)。 自动控制网www.eadianqi.com版权所有
一种产品究竟采用何种装配方法来保证装配精度。通常在设计阶段即应确定。因为只有在装配方法确定后,才能通过尺寸链的解算,合理地确定各个零、部件在加工和装配中的技术要求。但是,同一种产品的同一装配精度要求,在不同的生产类型和生产条件下,可能采用不同的装配方法。例如,在大量生产时采用完全互换法或调整法保证的装配精度,在小批生产时可用修配法。因此,工艺人员特别是主管产品的工艺人员必须掌握各种装配方法的特点及其装配尺寸链的解算方法,以便在制定产品的装配工艺规程和确定装配工序的具体内容时,或在现场解决装配质量问题时,根据具体工艺条件审查或确定装配方法。 自动控制网www.eadianqi.com版权所有 |
 、
、 、…、
、…、 。则
。则 
 、
、 、…、
、…、 ,则
,则 
 ,则最大修配量为
,则最大修配量为 
 本文来自www.eadianqi.com
本文来自www.eadianqi.com 
 ;
; 。这样装配后最大间隙为
。这样装配后最大间隙为  自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有 
 本文来自www.eadianqi.com
本文来自www.eadianqi.com 
 的方法来保证主轴中心线与转塔上各孔中心线的等高性要求,而是在装配后,在车床主轴上安装一批镗刀,转塔作纵向进给运动,依次镗削转塔上的六个孔。这种自身加工的方法可以方便地保证主轴中心线与转塔各孔中心线的等高要求。此外,平面磨床砂轮磨削工作台面也属于这种修配方法。因此,自身加工修配法在机床制造业中应用广泛。
的方法来保证主轴中心线与转塔上各孔中心线的等高性要求,而是在装配后,在车床主轴上安装一批镗刀,转塔作纵向进给运动,依次镗削转塔上的六个孔。这种自身加工的方法可以方便地保证主轴中心线与转塔各孔中心线的等高要求。此外,平面磨床砂轮磨削工作台面也属于这种修配方法。因此,自身加工修配法在机床制造业中应用广泛。 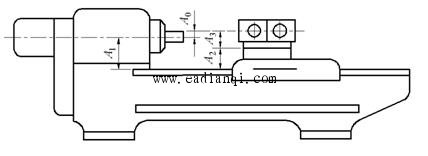

 ——实际封闭环的极限公差(含补偿环); 自动控制网www.eadianqi.com版权所有
——实际封闭环的极限公差(含补偿环); 自动控制网www.eadianqi.com版权所有  ——封闭环公差的要求值
——封闭环公差的要求值  ,则其补偿能力为
,则其补偿能力为 
