|
��е��Ʒ�ľ���Ҫ�������ǿ�װ��ʵ�ֵġ����ݲ�Ʒ������Ҫ�ṹ�ص���������͡������������ɲ��ò�ͬ��װ�䷽������֤��Ʒװ�侫�ȵķ����У���������ѡ�����䷨�͵������ȡ� �Զ�������www.eadianqi.com��Ȩ����
װ��ߴ����Ľ��㷽����װ�䷽��������ء�ͬһ��װ�侫�ȣ����ò�ͬ��װ�䷽��ʱ����װ��ߴ����Ľ��㷽��Ҳ����ͬ�� ��������www.eadianqi.com
һ�������� ��������www.eadianqi.com
����������װ������У�������������ܴﵽװ�侫��Ҫ���װ�䷽������Ʒ���û�����ʱ��װ�侫����Ҫȡ��������ļӹ����ȡ���������ʵ�ʾ��ǿ�������ļӹ��������֤��Ʒ��װ�侫�ȡ� �Զ�������www.eadianqi.com��Ȩ���� ��������Ļ����̶Ȳ�ͬ���������ַ�Ϊ��ȫ�������ʹ����������� �Զ�������www.eadianqi.com��Ȩ���� 1����ȫ������ ��������www.eadianqi.com ��ȫ����������װ��ʱ����������������κ�������ѡ�����������伴�ɴﵽװ�侫��Ҫ���װ�䷽���� �Զ�������www.eadianqi.com��Ȩ���� ����װ�䷽�����ص��ǣ�װ�������ȶ��ɿ�����װ�乤�˼����ȼ�Ҫ��ϵͣ�װ�乤�������á������ʸߣ�������֯��ˮװ����Զ���װ�䣬�ֿɱ�֤�㡢�����Ļ����ԣ�������֯רҵ��������Э�������������������Ӧ�������ȫ����װ�䷨�DZȽ��Ƚ��������װ�䷽���������ڳ��������������� ��������www.eadianqi.com
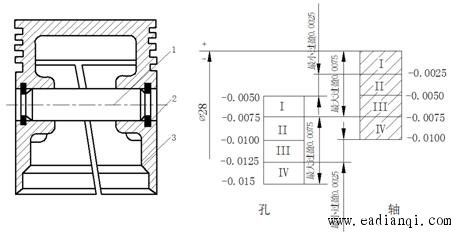
��1����ͼ1a��ʾװ���ϵ�����ǹ̶������ģ����������ϻ�ת��Ҫ��֤�����뵵Ȧ֮��������϶Ϊ
�Զ�������www.eadianqi.com��Ȩ���� ͼ1�����������װ���ϵ ��������www.eadianqi.com �⣺��1����װ��ߴ���ͼ��У����������ߴ硣 �Զ�������www.eadianqi.com��Ȩ����
�����⣬�����϶Ϊ �Զ�������www.eadianqi.com��Ȩ����
���빫ʽ��1-1����ջ������ߴ�Ϊ ��������www.eadianqi.com
��������www.eadianqi.com
�ɼ����֪������ɻ������ߴ���ȷ���� �Զ�������www.eadianqi.com��Ȩ����
��2��ȷ������ɻ�����ͼ���ƫ� �Զ�������www.eadianqi.com��Ȩ���� ���빫ʽ��8-4������ɻ��Ĺ�� ��������www.eadianqi.com
��������www.eadianqi.com
���ݸ���ɻ������ߴ��С������ӹ����׳̶ȣ���ƽ������Ϊ������ȷ������ɻ����ȡ �Զ�������www.eadianqi.com��Ȩ����
��3������Э�����ļ���ƫ� ��������www.eadianqi.com
���빫ʽ��8-6�� ��������www.eadianqi.com
���� ��������www.eadianqi.com
���빫ʽ��8-7��
���� ��������www.eadianqi.com
����Э���� ���ɵø���ɻ��ߴ�ͼ���ƫ��Ϊ�� ��������www.eadianqi.com
��������www.eadianqi.com
2����������װ�䷨ ��������www.eadianqi.com
��������װ�䷨���ص����ȫ����װ�䷨�ص����ƣ�����������Ĺ������ȫ���������涨�Ĺ�����������ڻ����϶࣬��ɻ��ֳ���̬�ֲ�ʱ��������ɻ��Ĺ�����Ϊ�������������������ľ��üӹ���װ���������ȫ������һ�������㡣����װ��ʱ�����ܻ���ִﲻ��װ��Ҫ��ĸ�����27���� ��������www.eadianqi.com Ϊ�˱��ڱȽϣ��Բ�������ͼ����ʾװ���ϵΪ��������˵���� �Զ�������www.eadianqi.com��Ȩ����
��2����֪ �Զ�������www.eadianqi.com��Ȩ����
�⣺��1����װ��ߴ���ͼ���ϼ���������ߴ�����1������ͬ�� ��������www.eadianqi.com ��2��ȷ������ɻ�����ͼ���ƫ� �Զ�������www.eadianqi.com��Ȩ����
��Ϊ�ò�Ʒ�ڴ��������������£����չ����ȶ�������ɻ��ߴ�������̬�ֲ��������ɻ�������빫ʽ��8-9��Ϊ �Զ�������www.eadianqi.com��Ȩ����
�Զ�������www.eadianqi.com��Ȩ���� ���Ƹ���ɻ�����ȼ�ԼΪIT10�� �Զ�������www.eadianqi.com��Ȩ����
����ȫ��������ͬ��ѡ �������м�ƫ��ֱ�Ϊ �Զ�������www.eadianqi.com��Ȩ����
�Զ�������www.eadianqi.com��Ȩ����
��3�����빫ʽ��8-5������Э��������ͼ���ƫ�Э����
���빫ʽ��8-2������Э���� �Զ�������www.eadianqi.com��Ȩ����
��������www.eadianqi.com
��������www.eadianqi.com
���빫ʽ��8-10������8-11������Э����
��������www.eadianqi.com
���ԣ�Э����
���ɵø���ɻ��ߴ�Ϊ�� ��������www.eadianqi.com
���ô���������ʱ������ɻ��Ĺ���Զ������ȫ����װ�䷨ʱ����ɻ��Ĺ������ɻ�ƽ��������� �Զ�������www.eadianqi.com��Ȩ���� ����ѡ�䷨ �Զ�������www.eadianqi.com��Ȩ���� ѡ�䷨�ǽ�����������سߴ繫��Ŵ��ù��Ȼ��ѡ����ʵ��������װ�䣬�Ա�֤װ�侫�ȵķ���������װ�䷨������װ�侫��Ҫ��ܸ߶���ɻ��ּ��ٵij�������������У��������е�װ�䣺��ȼ����������װ�䡢��������װ��ȡ� �Զ�������www.eadianqi.com��Ȩ���� ѡ�䷨������ʽ��ͬ�����֣�ֱ��װ�䷨������ѡ�䷨����ѡ�䷨�� ��������www.eadianqi.com 1��ֱ��ѡ�䷨ ��������www.eadianqi.com
��װ��ʱ�����˴������װ�������У�ֱ��ѡ����ʵ��������װ�䣬�Ա�֤װ�侫�ȵ�Ҫ�� ��������www.eadianqi.com ����װ�䷽�����ŵ�������������ȷ��飬�ܴﵽ�ܸߵ�װ�侫�ȡ�ȱ���ǣ�װ�乤��ƾ������ѡ�������ͨ���Դս���װ�䣬����װ��ʱ�䲻��ȷ���ƣ�װ�侫�Ⱥܴ�̶���ȡ���ڹ��˵ļ���ˮƽ������װ�䷽������������������Ҫ����ϵĴ���������ˮ��ҵ�� �Զ�������www.eadianqi.com��Ȩ���� 2������װ�䷨ ��������www.eadianqi.com ���ַ����ǽ�����������سߴ繫��Ŵ����ɱ���ʹ��ߴ��ܰ����þ��ȼӹ���Ȼ�������ʵ�ʼӹ��ߴ��Ϊ�����飬����Ӧ�����װ�䣬�Դﵽװ�侫�ȡ�����ͬ��������л����ԣ��������ַ����ֳ�Ϊ���黥������ ��������www.eadianqi.com
����װ�䷨�ڴ������������пɽ�������ļӹ����ȣ���������װ�侫�ȡ����ǣ�����װ�䷨��������������������������������ɻ��϶�ʱ�����ֹ����ͻ��÷dz����ӡ����ԣ�����װ�������ڳ�����������������ɻ����ٶ�װ�侫��Ҫ��ߵIJ���װ�䡣���磺ͼ2�Ƿ������л��������������������������װ�似��Ҫ��������������ϣ�����̬ʱ���� �Զ�������www.eadianqi.com��Ȩ����
a��������������������������������b�� ��������www.eadianqi.com 1-��������2-��Ȧ��3-���� ��������www.eadianqi.com ͼ2����������������� �Զ�������www.eadianqi.com��Ȩ����
��1�����������������ֱ������ ��������www.eadianqi.com
��ȷ���÷���װ�䷨�Ĺؼ����DZ�֤��������Ӧ���������ʺ���Ϲ�������װ�侫��Ҫ��ͬʱ����Ӧ���ڵ������������Ҫ�����ס�Ϊ�ˣ�Ӧ�������������� ��������www.eadianqi.com
1��Ϊ��֤�������ֵ�������ʼ���Ͼ�����ԭ����Ҫ����ͬ����ϼ��Ĺ���Ӧ��ȣ�����������Ҫͬ������������ı��������Ժ�ķ������� �Զ�������www.eadianqi.com��Ȩ���� 2��Ϊ��֤����������װ��ʱ����������ƥ�䣬Ӧʹ��ϼ��ijߴ�ֲ�Ϊ��ͬ�ԳƷֲ�������̬�ֲ���������������߲���ͬ��Ϊ���ԳƷֲ����ߣ�������������������������ȣ����һЩ�����ѹ�˷ѡ�ʵ�������У�����ר�żӹ�һ�������ʣ��������䣬�Խ�����ʣ�����⡣ �Զ�������www.eadianqi.com��Ȩ���� 3����ϼ��ı���ֲڶȡ��λ�þ��Ⱥ���״���Ȳ�����ߴ羫�ȷŴ������Ŵ�Ӧ����鹫������Ӧ�������ܴﵽҪ�����Ͼ��ȼ���������� �Զ�������www.eadianqi.com��Ȩ����
4�������������࣬����ߴ繫��ֻҪ�Ŵ��þ��ȼӹ����ɣ�����ͻ�������IJ��������ࡢ���ܹ����������Ӷ�ʹ������֯�������ӣ���������������̻��ҡ� ��������www.eadianqi.com 3������ѡ�䷨ ��������www.eadianqi.com
�÷��Ƿ���װ����ֱ��ѡ��װ��ĸ�����ʽ�����ǽ���ɻ��Ĺ�����Ի���������ֵ֮��������ӹ���Ԥ�Ȳ��������飬װ��ʱ���˻��ڸ���Ӧ���ڽ���ѡ��װ�䡣��������ַ�����ȡ��ǰ���ֵ��ص㣬�������װ�侫�ȣ��ֲ��ع������ӷ����������ǣ�װ�侫����ȻҪ�������˵ļ���ˮƽ����ʱҲ���ȶ������ַ�����������ϼ������ʱ����Ϊ����װ�䷨��һ�ֲ�����ʽ�����磬�������е������������װ�����ô��ַ����� ��������www.eadianqi.com ���⣬����ѡ�䷨װ�䣬һ������ϸ�ͬһ����Ҫ��װ��ʱ�������ܳ���������Ҫ���“ʣ�����”����������ӹ����ֲ����ɲ�ͬʱ��“ʣ�����”���ܸ��ࡣ �Զ�������www.eadianqi.com��Ȩ���� �������䷨ �Զ�������www.eadianqi.com��Ȩ���� �ڵ���С�������У����ڲ�Ʒ����Щװ�侫��Ҫ��ϸ�����ɻ����϶�IJ���װ��ʱ��������������ѡ�䷨װ�䣬�����������ȹ��߶��ӹ����ѣ���ʱ�������ӹ�����ʱ���������䷨����֤װ�侫��Ҫ�� ��������www.eadianqi.com ��ν���䷨��������װ��ʱ��ȥָ�������Ԥ���������Դﵽװ�侫�ȵķ��������彲�����ǽ�װ��ߴ����и���ɻ������þ������죬װ��ʱ����ʵ������ͨ������ijһ��ɻ��ijߴ磬��͵����������������������������ɻ����ڹ���Ŵ��������ۻ���ʹ��ջ��ﵽ�涨���ȵ�һ��װ�乤�շ���������װ�䷽�����ŵ����ܻ�úܸߵ�װ�侫�ȣ�������ɰ����þ������졣ȱ����������һ�����乤�ѹ���ʱ�����輼�������Ĺ��ˣ����乤ʱ����ȷ����������ܻ�������������ˮ�������� |
||||||||||||||||||||||||||
 ����֪:��
����֪:�� �p
�p ��
�� ��
�� ����������
���������� ���ֲ�����ȫ����װ�䣬��ȷ������ɻ�����ͼ���ƫ� �Զ�������www.eadianqi.com��Ȩ����
���ֲ�����ȫ����װ�䣬��ȷ������ɻ�����ͼ���ƫ� �Զ�������www.eadianqi.com��Ȩ���� 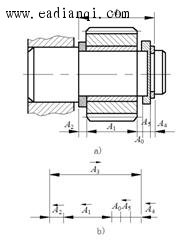
 ����ջ�����
����ջ����� �����ߴ�������5����ɻ�������
�����ߴ�������5����ɻ������� ������������Ǽ�����װ��ߴ���ͼ��ͼ8-5b��ʾ��
������������Ǽ�����װ��ߴ���ͼ��ͼ8-5b��ʾ�� 
 �Զ�������www.eadianqi.com��Ȩ����
�Զ�������www.eadianqi.com��Ȩ���� 
 ��
�� ��
�� ������
������ Ϊ�������乫���뼫��ƫ��Ϊ�Ѷ�ֵ����
Ϊ�������乫���뼫��ƫ��Ϊ�Ѷ�ֵ���� ��
�� ,����ɻ�����ԼΪIT9������ɻ�
,����ɻ�����ԼΪIT9������ɻ� ��
�� ��
��


 ��������www.eadianqi.com
��������www.eadianqi.com 
 �Զ�������www.eadianqi.com��Ȩ����
�Զ�������www.eadianqi.com��Ȩ����  ��
�� ��
�� �p
�p (����)��
(����)�� װ�������뵲Ȧ��ĺ����϶Ϊ
װ�������뵲Ȧ��ĺ����϶Ϊ
 ��
�� ��
�� ���Ѷ�ֵ����������ע��ȷ����ƫ��
���Ѷ�ֵ����������ע��ȷ����ƫ�� ��
�� �Զ�������www.eadianqi.com��Ȩ����
�Զ�������www.eadianqi.com��Ȩ����  ��
�� ��
�� ��
�� ��
�� ��
��  �Զ�������www.eadianqi.com��Ȩ����
�Զ�������www.eadianqi.com��Ȩ����  �Զ�������www.eadianqi.com��Ȩ����
�Զ�������www.eadianqi.com��Ȩ���� 

 ��
�� �ֱ�Ϊ��
�ֱ�Ϊ�� 
 �Զ�������www.eadianqi.com��Ȩ����
�Զ�������www.eadianqi.com��Ȩ����  �Զ�������www.eadianqi.com��Ȩ����
�Զ�������www.eadianqi.com��Ȩ����  ��
�� ��
�� ��
��
 �������ӹ����������IT9�½�ΪIT10���ӹ��ɱ����������͡�
�������ӹ����������IT9�½�ΪIT10���ӹ��ɱ����������͡�  �Ĺ�ӯ��������Ϲ����Ϊ
�Ĺ�ӯ��������Ϲ����Ϊ ���������������������ȫ������װ�䣬���������������ƽ������
���������������������ȫ������װ�䣬���������������ƽ������ �����������ϲ��û�����ԭ����������⾶�ߴ�
�����������ϲ��û�����ԭ����������⾶�ߴ� ����Ӧ������ֱ��
����Ӧ������ֱ��
 ����Ȼ��������ȷ�Ļ����������ļӹ��Ǻ����ѵģ�Ҳ�Ǻܲ����õġ������в��õķ����ǽ���������ֵ�������ı���
����Ȼ��������ȷ�Ļ����������ļӹ��Ǻ����ѵģ�Ҳ�Ǻܲ����õġ������в��õķ����ǽ���������ֵ�������ı���