|
大多数套类零件加工的关键主要是围绕着如何保证内孔与外圆表面的同轴度、端面与其轴线的垂直度,相应的尺寸精度、形状精度和套筒零件的厚度薄易变形的工艺特点来进行的。在零件的加工顺序上,采用先主后次的原则来处理两种情况: 本文来自www.eadianqi.com
第一种情况为:粗加工外圆→粗、精加工内孔→最终加工外圆。这种方案适用于外圆表面是最重要表面的套类零件的加工; 自动控制网www.eadianqi.com版权所有
第二种情况为:粗加工内孔→粗、精加工外圆→最终精加工内孔。这种方案适用于内孔表面是最重要表面的套类零件的加工。 本文来自www.eadianqi.com
套类零件内外表面的同轴度以及端面与孔轴线的垂直度一般均有较高的要求,为保证这些要求通常采用下列方法: 本文来自www.eadianqi.com
1)在一次装夹中,完成内外表面及其端面的全部加工,可消除工件的装夹误差并获得很高的相互位置精度。但由于工序较集中,对尺寸较大的长套装夹不方便,故多用于尺寸较小轴套的车削加工。 本文来自www.eadianqi.com
2)主要表面的加工分在几次装夹中进行,这种方法内孔与外圆互为基准,反复加工,每一工序都为下一工序准备了精度更高的定位基面,因而可得到较高的相互位置精度。 本文来自www.eadianqi.com
套类零件的工艺特点是孔的壁厚较薄,在切削加工中常由于夹紧力、切削力、内应力和切削等到因素的影响而产生变形,为此应注意以下几点。 自动控制网www.eadianqi.com版权所有
1)为减少切削力和切削热的影响,粗、精加工应分开进行。 自动控制网www.eadianqi.com版权所有
2)为减少夹紧力的影响,将径向夹紧改为轴向夹紧;如果需径向夹紧时,则应尽可能增大夹紧部位的面积,使径向夹紧力均匀,多用过渡套或弹簧套夹紧工件,或做出工艺凸缘来增加刚性。 本文来自www.eadianqi.com
3)为减小热变形引起的误差,热处理工序应安排在粗、精加工阶段之间。套类零件热处理后,一般产生较大变形,应注意适当放大精加工余量,以便热处理引起的变形在精加工中予以消除。 自动控制网www.eadianqi.com版权所有
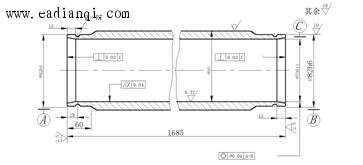
下面以图1液压缸为例,讲述套类零件的加工工艺。零件毛坯选用无缝钢管,小批量生产的工艺过程如表7-3所示。 自动控制网www.eadianqi.com版权所有
液压缸为长套筒零件,为保证内外圆同轴度,加工外圆时,其装夹方式有两种;用顶尖顶住两端孔口的倒角;一头夹紧外圆另一头用中心架支承(一夹一托)或一头夹紧外圆另一头用后顶尖顶住(一夹一顶)。加工内孔时,一般采用夹一头,另一头用中心架支承外圆。粗加工采用镗削,半精加工和精加工孔多采用浮动铰孔方式。若内孔表面要求表面粗糙度值很低时,还需选用珩磨或滚压加工。 本文来自www.eadianqi.com
 本文来自www.eadianqi.com
图1 液压缸简图 本文来自www.eadianqi.com
表1 液压加工工艺过程(小批生产) 自动控制网www.eadianqi.com版权所有
|
序号 自动控制网www.eadianqi.com版权所有
|
工序名称 自动控制网www.eadianqi.com版权所有
|
工 序 内 容 自动控制网www.eadianqi.com版权所有
|
定 位 与 夹 紧 本文来自www.eadianqi.com
|
|
1 自动控制网www.eadianqi.com版权所有
|
下料 自动控制网www.eadianqi.com版权所有
|
切断无缝钢管,使其长度为 自动控制网www.eadianqi.com版权所有 自动控制网www.eadianqi.com版权所有
|
本文来自www.eadianqi.com
|
|
自动控制网www.eadianqi.com版权所有
2 自动控制网www.eadianqi.com版权所有
|
自动控制网www.eadianqi.com版权所有
车 自动控制网www.eadianqi.com版权所有
|
(1)车 的外圆至 的外圆至 ,并车工艺螺纹 ,并车工艺螺纹 本文来自www.eadianqi.com
|
三爪夹一端外圆,大头顶尖顶另一端孔 本文来自www.eadianqi.com
|
|
(2)车端面及倒角 自动控制网www.eadianqi.com版权所有
|
三爪夹一端外圆,搭中心架托 处 自动控制网www.eadianqi.com版权所有 处 自动控制网www.eadianqi.com版权所有
|
|
(3)调头车 的外圆至 的外圆至 自动控制网www.eadianqi.com版权所有 自动控制网www.eadianqi.com版权所有
|
三爪夹一端外圆,大头顶尖顶另一端孔 自动控制网www.eadianqi.com版权所有
|
|
(4)车端面及倒角,取总长 本文来自www.eadianqi.com
|
三爪夹一端外圆,搭中心架托 处 本文来自www.eadianqi.com 处 本文来自www.eadianqi.com
|
|
自动控制网www.eadianqi.com版权所有
3 自动控制网www.eadianqi.com版权所有
|
深孔镗 自动控制网www.eadianqi.com版权所有
|
(1)半精镗孔至
(2)精镗孔至
(3)精铰至 ,表面粗糙度值 ,表面粗糙度值 自动控制网www.eadianqi.com版权所有
|
自动控制网www.eadianqi.com版权所有
一端用 工艺螺纹固定在夹具上,另一端搭中心架 自动控制网www.eadianqi.com版权所有 工艺螺纹固定在夹具上,另一端搭中心架 自动控制网www.eadianqi.com版权所有
|
|
4 自动控制网www.eadianqi.com版权所有
|
滚压孔 本文来自www.eadianqi.com
|
用滚压头滚压孔至 ,表面粗糙度值 ,表面粗糙度值 自动控制网www.eadianqi.com版权所有
|
一端用工艺螺纹固定在夹具上,另一端搭中心架 本文来自www.eadianqi.com
|
|
自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com
5 本文来自www.eadianqi.com
|
自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有
车 本文来自www.eadianqi.com
|
(1)车去工艺螺孔,车 至尺寸,割 至尺寸,割 槽 槽 本文来自www.eadianqi.com
|
软爪夹一端,以孔定位顶另一端 本文来自www.eadianqi.com
|
|
(2)镗内锥孔用车端面 自动控制网www.eadianqi.com版权所有
|
软爪夹一端,中心架托另一端(百分表找正孔) 本文来自www.eadianqi.com
|
|
(3)调头,车 至尺寸,割 至尺寸,割 槽 本文来自www.eadianqi.com 槽 本文来自www.eadianqi.com
|
软爪夹一端,顶另一端 本文来自www.eadianqi.com
|
|
(4)镗内锥孔及车端面取总长 自动控制网www.eadianqi.com版权所有 自动控制网www.eadianqi.com版权所有
|
软爪夹一端,中心架托另一端(百分表找正孔) 本文来自www.eadianqi.com
|
|