|
1.箱体零件的功用和结构特点:箱体是机器的基础零件。其功用主要是将机器或部件中的一些轴、套和齿轮等零件连接成一个整体,并使之保持正确的相互位置,以传递转矩或改变转速来完成规定的运动。因此,箱体的加工质量,直接影响机器的性质、精度和寿命。 自动控制网www.eadianqi.com版权所有 箱体类零件的结构形状多种多样,常见的有各种机床主轴箱、进给箱、车辆变速箱、分离式减速箱以及各种泵壳等等。图7-19为某车床主轴箱简图。虽然箱体类零件的结构形状随着机器的结构和箱体在机器中的功用不同而变化,但仍有许多共同特点:结构形状一般都比较复杂,且壁厚不均匀,内部呈腔形;在箱壁上既有许多精度较高的轴承支承孔和平面需要加工,也有许多精度较低的紧固孔需要加工。因此,箱体不仅需要加工的部位较多,而且加工的难度也较大。 本文来自www.eadianqi.com 2.箱体类零件的主要技术要求:箱体零件的技术要求主要包括对孔和平面的精度及表面粗糙度要求。其中机床主轴箱精度要求较高,现以它为例,可归纳为以下五项精度要求: 本文来自www.eadianqi.com
(1)孔径精度:箱体上的孔大都是轴承支承孔,孔径的尺寸误差和几何形状误差会造成轴承与孔的配合不良。孔径过大,配合过松。轴的回转轴线不稳定,并降低支承刚度,易产生振动和噪声;孔径过小,会使配合过紧,轴承将因外圈变形而不能正常运转,缩短寿命。孔的圆度误差,也使轴承外圈变形而引起轴的径向跳动。所以孔的精度要求是较高的,一般主轴孔的尺寸公差等级为IT6,其余孔为IT6~IT7。孔的几何形状精度也有一定的要求。 自动控制网www.eadianqi.com版权所有 (2)孔和孔的位置精度:包括孔系的同轴度,平行度和垂直度要求。同轴度误差会使轴和轴承装配到箱体内出现歪斜,从而造成轴的径向跳动和轴向窜动,也加剧了轴承的磨损。平行度和垂直度误差会影响齿轮的啮合质量。 自动控制网www.eadianqi.com版权所有 (3)孔与平面的位置精度:主要孔和主轴箱安装基面的平行度要求,决定了主轴与床身导轨的相互位置关系。这项精度是在总装时通过刮研来达到的。为了减少刮研工作量,一般都要规定主轴轴线对安装基面的平行度公差。另外,孔的轴线对端面的垂直度也有一定的要求。 自动控制网www.eadianqi.com版权所有 (4)主要平面的精度:装配基面的平面度影响主轴箱与床身连接时接触刚度,加工过程中作为定位基面则会影响主要孔的加工精度。因此规定底面和导向面必须平行,用涂色法检查接触面积或单位面积上的接触点数来衡量平面的高低。顶面的平面度要求是为了保证箱盖的密封性,防止工作时润滑油泄出。当大批量生产将其顶面用作定位基面加工孔时,对它的平面度要求还要提高。 自动控制网www.eadianqi.com版权所有
(5)表面粗糙度:重要孔和主要平面的表面粗糙度值会影响连接面的配合性质或接触刚度,其具体要求一般用 本文来自www.eadianqi.com
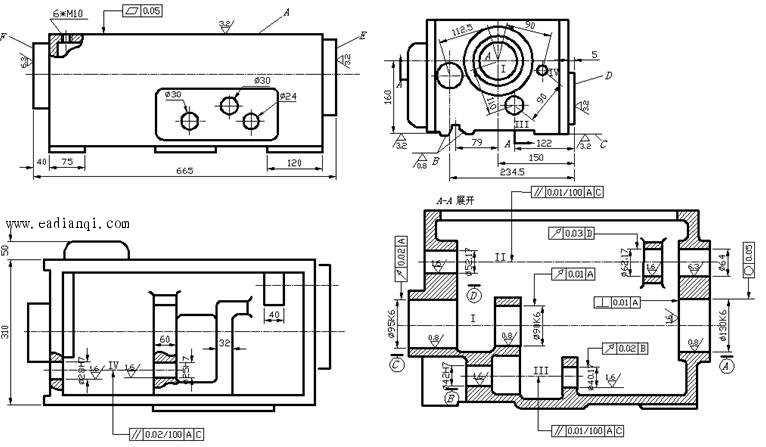
图1 某车床主轴简图 本文来自www.eadianqi.com 3.箱体类零件的材料与毛坯:由于灰铸铁具有良好的铸造性和切削加工性,而且吸振性和耐磨性较好,价格也比较低廉,因此一般箱体类零件的材料大都采用各种牌号的灰铸铁,常用HT200。而坐标镗床的主轴箱一般采用耐磨铸铁;有时某些负荷较大的箱体可采用铸钢件;对单件小批量生产中的简单箱体,为缩短生产周期,可采用钢板焊接结构;在某些特定情况下,也有采用铝合金制造,如飞机发动机箱体及摩托车发动机箱体、变速箱箱体等。 自动控制网www.eadianqi.com版权所有 毛坯的加工余量与生产批量、毛坯尺寸、结构、精度和铸造方法等因素有关,一般单件小批生产时,采用木模手工造型,毛坯精度低,加工余量较大;而大批量生产时,常用金属模机器造型,毛坯精度较高,加工余量可减少。对于灰铸铁箱体上的孔,单件小批生产时直径大于50mm,成批生产时直径大于30mm,一般都在毛坯上铸出预孔。特殊情况下可不受此限制。 自动控制网www.eadianqi.com版权所有 4.箱体类零件的结构工艺性:箱体的结构形状比较复杂,加工的表面多、要求高,机械加工的工作量大。注意箱体的结构,使其具有较好的结构工艺性,对提高产品质量、降低成本和提高劳动生产率都有重要的意义。从机械加工的角度出发,箱体的结构工艺性有以下几个方面值得注意。 自动控制网www.eadianqi.com版权所有
(1)箱体的基本孔:可分为通孔、阶梯孔、盲孔、交叉孔等几类。其中以通孔的工艺性为最好,尤其是孔的长度 本文来自www.eadianqi.com
图2 交叉孔的结构工艺性 本文来自www.eadianqi.com
a)交叉孔 b)交叉孔毛坯 本文来自www.eadianqi.com
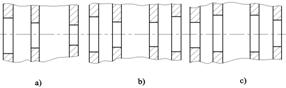
图3 同轴线上孔径的排列方式 本文来自www.eadianqi.com (2)箱体的同轴孔:箱体上同一轴线上各孔的孔径排列方式有三种,如图3所示。图a为孔径大小向一个方向递减,且相邻两孔直径之差大于孔的毛坯加工余量,这种排列方式便于镗杆和刀具从一端伸入同时加工同轴线上的各孔,单件小批生产中,这种结构最为方便。图b为孔径大小从两边向中间递减,加工时可使刀杆从两边进入,这样不仅缩短了镗杆长度,提高了镗杆的刚度,而且为双面同时加工创造了条件,所以大批量生产的箱体,常采用这种形式。图c为孔径大小不规则排列,工艺性差,应尽量避免。 本文来自www.eadianqi.com
(3)箱体的端面:箱体的外端面凸台,应尽可能在同一平面上,如图4a所示。若采用图4b所示形式,加工就比较麻烦。而箱体的内端面加工比较困难。如结构上必须加工时,应尽可能使内端面尺寸小于刀具需穿过的孔加工前的直径,如图5a所示。若是如图5b所示,加工时镗杆伸进后才能装刀,镗杆退出前又需将刀卸下,加工很不方便。当内端面尺寸过大时,还需采用专用的径向进给装置,工艺生更差。 本文来自www.eadianqi.com
a)好 b)不好 本文来自www.eadianqi.com 图4 箱体外端面凸台的结构工艺性 本文来自www.eadianqi.com
本文来自www.eadianqi.com a)好 b)不好 本文来自www.eadianqi.com 图5 箱体孔内端面的结构工艺性 自动控制网www.eadianqi.com版权所有 (4)箱体的装配基面:尺寸应尽可能大,形状应尽量简单,以利于加工、装配和检验。此外,箱体上的紧固孔的尺寸规格尽可能一致,以减少加工中换刀的次数。 本文来自www.eadianqi.com |
 值来评价。一般主轴孔
值来评价。一般主轴孔 ,其他各纵向孔
,其他各纵向孔 ,孔的内端面
,孔的内端面 ,装配基面和定位基面
,装配基面和定位基面 ,其他平面的
,其他平面的 。
。 
 与孔径
与孔径 之比
之比 的短圆柱孔工艺性为更好;
的短圆柱孔工艺性为更好; 的孔,称为深孔,若深孔精度要求较高、表面粗糙度值较小时,加工就比较困难。阶梯孔的工艺性较差,尤其当孔径相差很大而其中小孔又小时,工艺性就更差。盲孔的工艺性很差,应尽量避免,或将箱体的盲孔钻通而改为阶梯孔,以改善其工艺性。交叉孔的工艺性也较差,如图2a所示,当加工
的孔,称为深孔,若深孔精度要求较高、表面粗糙度值较小时,加工就比较困难。阶梯孔的工艺性较差,尤其当孔径相差很大而其中小孔又小时,工艺性就更差。盲孔的工艺性很差,应尽量避免,或将箱体的盲孔钻通而改为阶梯孔,以改善其工艺性。交叉孔的工艺性也较差,如图2a所示,当加工 孔的刀具走到交叉口处时,由于不连续切削产生径向受力不等,容易使孔的轴线偏斜和损坏刀具,而且还不能采用浮动刀具加工。为了改善其工艺性,可将
孔的刀具走到交叉口处时,由于不连续切削产生径向受力不等,容易使孔的轴线偏斜和损坏刀具,而且还不能采用浮动刀具加工。为了改善其工艺性,可将 的毛坯孔不铸通,如图2b所示,先加工完
的毛坯孔不铸通,如图2b所示,先加工完 的孔,孔的加工质量易于保证。
的孔,孔的加工质量易于保证。  本文来自www.eadianqi.com
本文来自www.eadianqi.com