|
套类零件内孔的精密加工方法有高速精细镗、珩磨、研磨等。 本文来自www.eadianqi.com 1.精细镗:在精度、刚度和转速很高的金刚镗上采用经过精细刃磨和研磨的刀具对有色金属及未淬硬的黑色金属进行精细镗。尤其是对有色金属,精细镗是最主要的精密加工方法。 自动控制网www.eadianqi.com版权所有
精细镗内孔的加工余量较小,为 2.珩磨:珩磨套零件内孔可采用立式珩磨机,也可以采用经过改造的车床、钻床珩磨内孔。将珩磨头用万向联轴器与珩磨机或改装后的车床、钻床的主轴连接,按预定的运动对工件内孔进行珩磨。珩磨头有三种运动:珩磨头的旋转运动、往复运动和油石相对工件表面的径向加压运动,如图1所示。 自动控制网www.eadianqi.com版权所有
图1珩磨头 本文来自www.eadianqi.com
图2 珩磨条的长度、行程及越程 本文来自www.eadianqi.com 1-旋转螺母;2-压力弹簧;3-调整锥;4-磨条;5-本体;6-磨条座;7-磨条顶块;8-弹簧箍 本文来自www.eadianqi.com 珩磨套类零件内孔可以纠正圆柱度误差和部分圆度误差,但是无法纠正孔轴线的偏斜。油石长度和被磨孔长度有关,直接影响着内孔的加工精度和生产率。越程量a也影响着珩磨孔的精度,a选择合适,可以纠正前道工序留下的形状误差。如图2所示,油石长度,被磨孔长度、行程及越程有如下关系: 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com
珩磨长孔时, 本文来自www.eadianqi.com
珩磨短孔时,
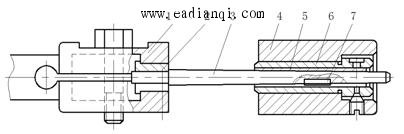
珩磨尺寸精度较高,可达IT6,圆度和圆柱度误差 本文来自www.eadianqi.com 3.研磨:研磨内孔与研磨外圆的原理相同。研具可用铸铁、低碳钢等制作,不同的材料选用不同的材料制成的研磨棒,在心棒表面开槽,以便存留研磨剂。图3为套类研磨的手工研磨工具。 本文来自www.eadianqi.com
1-夹具;2-夹持套;3-锥形套;4-夹持器;5-C型研磨套;6-工件;7-键 本文来自www.eadianqi.com 图3 手工研磨套筒 自动控制网www.eadianqi.com版权所有
锥形棒与C型研磨套之间是锥面配合,C型研磨套的轴向位置可改变研具的外形尺寸,使它与套筒保持一定的研磨压力。经研磨的内孔尺寸精度可达IT6以上,表面粗糙度值 |
 ;进给量小,为
;进给量小,为 ;加工能力精度高,可达IT6~IT7。孔径
;加工能力精度高,可达IT6~IT7。孔径 时,尺寸偏差为
时,尺寸偏差为 ;圆度误差
;圆度误差 ;表面粗糙度值
;表面粗糙度值 。
。  本文来自www.eadianqi.com
本文来自www.eadianqi.com  本文来自www.eadianqi.com
本文来自www.eadianqi.com 
 ;
;
 ;
;
 。
。 
 ;孔的位置精度由前工序保证;其特点是生产效率低,研磨余量小,研磨前须经磨削、精铰或精镗。
;孔的位置精度由前工序保证;其特点是生产效率低,研磨余量小,研磨前须经磨削、精铰或精镗。