|
1.钻孔:钻孔是加工中最常见的加工方法,一般在钻床上进行,如图1所示。在钻床上钻孔时,工件不动,钻头旋转作主运动,并没沿轴线作进给运动。钻孔时应根据需要合理的选择钻头、切削用量,并且要注意切削过程中的冷却和排屑问题。 自动控制网www.eadianqi.com版权所有
钻孔加工的孔径一般在
本文来自www.eadianqi.com 图1 钻孔 本文来自www.eadianqi.com
本文来自www.eadianqi.com
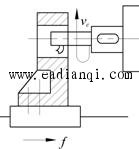
图2 扩孔 自动控制网www.eadianqi.com版权所有
2.扩孔与镗孔:扩孔是使用扩孔钻对已经铸出、锻出或钻出的孔进一步加工的方法,如图2所示,具有背吃刀量小,排屑容易,刀具齿数多,刚性好,进给量大,生产效率高等特点,有一定的纠偏能力。扩孔的加工精度一般为IT10、IT11,表面粗糙度值
镗孔是在车床、镗床或专用机床上对已有的孔进一步的加工方法,如图3所示。它具有工艺范围广,经济性好、尺寸精度和位置精度较高的特点,有很强的纠偏能力。适用于小批量生产非标准孔、大直径孔,精密短孔的粗加工和精加工。镗孔的加工精度一般为IT11、IT6~IT8,表面粗糙度值
3.铰孔:铰孔是一种对孔进行精加工的方法,如图4所示,可对未淬硬的中、小孔进行精加工。它具有切削余量小,切削速度低,刀具齿数多、刚性好、加工精度高,便于冷却润滑的特点。但是铰孔不能纠偏,且不宜加工短孔、深孔和断续孔。铰孔的尺寸精度一般为IT7~IT9,手铰可达IT6,表面粗糙度值 本文来自www.eadianqi.com
图3 镗孔 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com
图4 铰孔 本文来自www.eadianqi.com
铰孔时,应注意正确选择和使用铰刀。注意铰刀直径、刃磨质量及其正确装夹,采用浮动夹头效果较好。参照切削手册合理选择加工余量,切削速度及进给量。合理选择切削液;加工钢件用乳化液,加工铸铁可用煤油。 自动控制网www.eadianqi.com版权所有 4.磨孔:磨孔是一种常见的精加工内孔的方法,特别是对淬硬内孔、断续表面的内孔和精密的短孔更是主要的加工方法。磨孔与磨外圆原理相同,但磨内孔工作条件差,特点如下: 本文来自www.eadianqi.com 1)砂轮直径受工件孔径的限制,砂轮磨损快,常修整更换砂轮,辅助时间多。 本文来自www.eadianqi.com 2)砂轮速度受到砂轮直径等因素的限制,生产效率低。 自动控制网www.eadianqi.com版权所有 3)砂轮轴因受工件孔径及长度的限制,刚性差,易弯曲和振动,影响工件质量。 自动控制网www.eadianqi.com版权所有
4)砂轮与工件内孔的接触面积大,压强小,易烧伤,宜选较软砂轮。 自动控制网www.eadianqi.com版权所有 5)冷却及排屑困难。 本文来自www.eadianqi.com
尽管如此,磨孔还是在机械加工中等到了广泛的应用,内孔磨削的工艺范围如图5所示。磨孔的加工精度高,可达IT4~IT6,表面粗糙度值 对于大型零件较大的内孔,可在普通卧式车床或立式车床上装夹砂轮磨头或砂带磨头进行磨削加工,对于某些零件上的深长孔,可采用砂绳磨削,砂绳是砂带的一种特殊形式。 自动控制网www.eadianqi.com版权所有
a) 磨通孔;b)磨孔及端面;c)磨阶梯孔;d)磨锥孔;e)磨滚道;f)成形磨滚道 本文来自www.eadianqi.com 图5 内孔磨削的工艺范围 自动控制网www.eadianqi.com版权所有 |
 以下。钻孔加工的精度较低,通常只能达到IT10,表面粗糙度值
以下。钻孔加工的精度较低,通常只能达到IT10,表面粗糙度值 一般为
一般为 。
。 
 。 本文来自www.eadianqi.com
。 本文来自www.eadianqi.com  。 自动控制网www.eadianqi.com版权所有
。 自动控制网www.eadianqi.com版权所有  。
。  自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有 
 。 本文来自www.eadianqi.com
。 本文来自www.eadianqi.com