|
��������ļӹ�����������;���ṹ��״������Ҫ������С�IJ�ͬ���������졣���ճ��Ĺ��չ��������������Ĵ���������һ�������Ĺ��ձ��ơ�
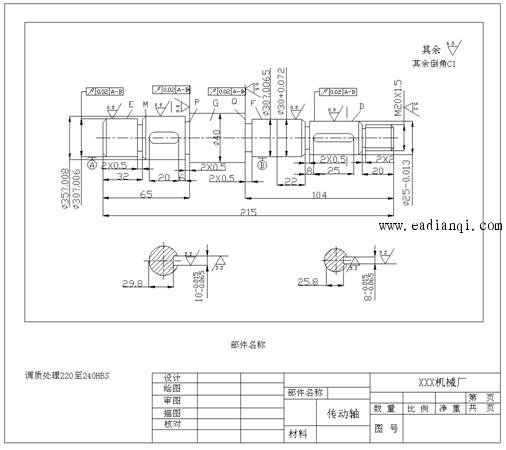
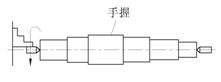
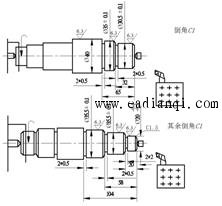
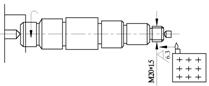
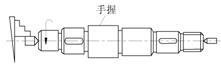
1��������ļ���Ҫ������ʹ��������ͬ����������ļ���Ҫ����ȫ��ͬ��ͼ1Ϊ�ʷ�ʽ������Ĵ����ᣬ��ϸ�����ܽ�����ļ���Ҫ�����£� ��������www.eadianqi.com ��1���ߴ羫�Ⱥ���״���ȣ�����ᾱ�ߴ繫��ȼ�ͨ��ΪIT8��IT6����������ᾱM��NΪIT6��֧���ᾱһ��ΪIT7��IT6�����ܵ�ΪIT5������֧���ᾱE��FΪIT6���ᾱ����״���ȣ�Բ�ȡ�Բ���ȣ�Ӧ������ֱ�����Χ֮�ڣ�Ҫ��ϸߵ�Ӧ�ڹ���ͼ��ע����������״�����δע���� �Զ�������www.eadianqi.com��Ȩ����
��2��λ�þ��ȣ�����ᾱ��֧���ᾱһ���о���Բ������ͬ��Ҫ��װ�䶨λ�õ�����֧���ᾱһ���ж���Բ������ֱҪ����Բ�����Ͷ���Բ��������ͨ��Ϊ
��3������ֲڶȣ��ᾱ�ı���ֲڶ�ֵ ��������www.eadianqi.com
ͼ1���ʷ�ʽ������Ĵ����� ��������www.eadianqi.com ��4���ȴ���������ȴ���Ҫ��������Ϻ�ʹ��Ҫ��ȷ�������ڴ����ᣬ���𡢵��ʺͱ������õý϶ࡣ����Ҫ����ʴ����� ��������www.eadianqi.com 2��������ļӹ����չ��̣��������ʷ�ʽ������Ĵ����ᣨ��ͼ1��Ϊ�������ܽ�����ĵ����չ��̡� ��������www.eadianqi.com
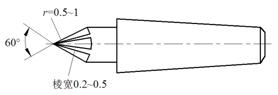
�ô�����IJ���Ϊ45�֣����ڸ���Բֱ������������ֻ��5������ë����ѡ�� ��������www.eadianqi.com
Ҫ�ߵ���Բ�ڰ뾫��ʱ�ӹ����涨�ߴ磻�˵��ۡ�Խ�̲ۡ����Ǻ������ڰ뾫��ʱ�ӹ��������ڰ뾫��֮����л��ߺ�ϳ�������ʴ��������ڴֳ��Ͱ뾫��֮�䣬���ʺ�Ҫ����һ�����Ŀף��������ȴ������κ�����Ƥ����ĥ��֮ǰ��һ�㻹Ӧ����һ�����Ŀף���һ����߶�λ�����ľ��ȡ� ��������www.eadianqi.com �ۺ�����������������Ĺ��չ������£�����——�������棬�����Ŀ�——�ֳ�����Բ——����——�������Ŀ�——�뾫������Բ���вۣ�����——������——�����ۼӹ���——ϳ����——�������Ŀ�——ĥ��——���顣�乤�չ��̿�Ƭ����7-1�� �Զ�������www.eadianqi.com��Ȩ���� ��7-1�����Ṥ�չ��̿�Ƭ �Զ�������www.eadianqi.com��Ȩ����
������ �Զ�������www.eadianqi.com��Ȩ���� (��) ��������www.eadianqi.com
3��������ӹ����չ��̷�����������������ӹ����չ��̿��Կ��������ⶨ����������չ���ʱ��Ӧ��������һЩ��ͬ�Ե����⣺ �Զ�������www.eadianqi.com��Ȩ����
��1������ѡ��λ������������Ķ�λ������õ�Ϊ�����Ŀס���Ϊ�����������Բ���桢�ס����Ʊ����ͬ��ȣ��Լ��������ת���ߵĴ�ֱ�������λ�þ��ȵ���Ҫ��Ŀ������Щ�������ƻ�һ�㶼����������ߣ�����������Ŀ�λ�����ܷ��ϻ��غϵ�ԭ���ң������Ŀ���Ϊ��λ�����ܹ�����ȵ���һ��װ���мӹ��������Բ�Ͷ��棬��Ҳ���ϻ�ͳһ��ԭ�����ԣ�ֻҪ���ܣ���Ӧ�����������Ŀ���Ϊ��ӹ��Ķ�λ���� �Զ�������www.eadianqi.com��Ȩ���� �����������Ŀ�ʱ����ӹ������ʱ�������Ǵּӹ�ʱΪ���������ĸնȣ��ɲ��������Բ������Ϊ��λ������������Բ��������Ŀ�ͬ��Ϊ��λ���� �Զ�������www.eadianqi.com��Ȩ���� ����ǿ����ᣬΪ������ͨ�ӹ������ʹ�ö�����Ϊ��λ����һ����ô������Ŀ��»�������ᶨλ����������Сʱ��ʹ���¡��������ϴ�ʱ���ɲ��ô������ᡣ ��������www.eadianqi.com
��2�����Ŀ���ĥ�����������Ŀ���Ϊ��λ�������Ŀ�Բ�ȺͶ���λḴӳ���ӹ�������ȥ�����Ŀ�ͬ�������ʹ���Ŀ��붥��Ӵ����������Ŀ��붥��ĽӴ����Ƚ�ֱ��Ӱ������ļӹ����ȡ���Ϊ��λ��������Ŀ������ʹ�ú����ĥ�����ë�������ȴ�������Ӧ������λ�ñ䶯������������Ƥ������ڸ����ӹ��Σ�����ע���������Ŀף����Ŀľ����DZ�֤����������һ���ؼ��� �Զ�������www.eadianqi.com��Ȩ����
�������Ŀ��붥��ĽӴ��������ĥ����Ҫ�ﵽ75�����ϣ������ӹ�ʱҪ�ﵽ80�����ϡ������г���������������֬��������ĥ���ߣ��ڳ������괲�ϼ���ĥ����ĥ�������������ȵ��ȣ���ĥ���Ȳ�̫�ߣ������ʱȽϵ͡��Ϻõķ����ǰ���ĥ�õ����������ĥ��������ĥ����һ�ε����мӹ�������Ȼ���������ĥ������ߴ���ͬ����������װ��ĥ�������ڣ���ĥ���Ŀף������ӹ����������Ŀ��Ժ�ĥ������Ķ������һ�¡������������Ŀ�λ�ӹ��������Բ����ʱ����Բ�Ⱥ�ͬ��ȿɼ�С�� ��������www.eadianqi.com
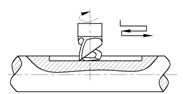
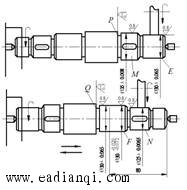
�������������ö���Ӳ�ʺϽ⣨3��5�⣬ͼ2��ʾ���������Ŀף����ڶ������ϵ��д����������ͼ������ã��ܾ���������״����ʹ�ӹ�����Ĵֲڶ� �Զ�������www.eadianqi.com��Ȩ����
ͼ2������Ӳ�ʺϽ� ��������www.eadianqi.com ��3��Ԥ�ӹ��е����⣺����ʱ���������е�ӹ�����������֮ǰ�Ĺ���Ϊ��ӹ�Ԥ���Ρ�Ԥ���ӹ�������Уֱ������ϸ�����������������λ���ɼӹ��������㣬������Уֱ�����жϡ�����ֱ���ð���Ϊë�����ᣬ��Ҫ�����жϹ���������Щ������С���ᣬ������������н϶�ļӹ�����Ҳ�����жϣ��ж���������Ŀס�����ֱ���ϴ��Ƚϳ����ᣬ��Ҫ�ڳ�����Բ֮ǰ�ӹ������Ŀס�����С����������������Ծ���������ҡ���괲�ϼӹ����Ŀס���������������������Բ���ר�û���ϳ���ˣ�ͬʱ���������Ŀס� ��������www.eadianqi.com ��4��Ӧ�����㹻���ȴ�����������ӹ��������������У�Ӧ�����㹻���ȴ��������Ա�֤�����ѧ���ܼ��ӹ����ȵ�Ҫ�����ƹ����������ӹ����ܡ� ��������www.eadianqi.com ��5���ӹ��εĻ��֣��������Ƕ�����ҳ����п�������г������Ľ������������Ӧ�����·ֲ������Ρ���ˣ��ڰ��Ź���ʱ��Ӧ���־��ӹ��ֿ�������ɸ�����Ĵּӹ�������ɸ�����İ뾫�ӹ��;��ӹ�������Ҫ����ľ��ӹ�����������С� ��������www.eadianqi.com
|
 ���߾�����Ϊ
���߾�����Ϊ �������Ϊ
�������Ϊ �� �Զ�������www.eadianqi.com��Ȩ����
�� �Զ�������www.eadianqi.com��Ȩ����  Ӧ�빫��ȼ�����Ӧ������ȼ�ΪIT5��
Ӧ�빫��ȼ�����Ӧ������ȼ�ΪIT5�� ������ȼ�ΪIT6��
������ȼ�ΪIT6�� ������ȼ�ΪIT8��IT7����
������ȼ�ΪIT8��IT7���� װ�䶨λ�õ����
װ�䶨λ�õ���� ������������Ϊ
������������Ϊ ������Ϊ
������Ϊ ��
��  ��������www.eadianqi.com
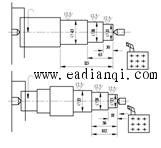
��������www.eadianqi.com  ������Բ���ϡ��ô�����Ӧ���ȳ���֮��Ӧĥ����������ĥ��ʱ�����˵����Ŀ���Ϊ��λ���������Ŀ��ڴֳ�֮ǰ�ӹ�����ˣ��ô�����Ĺ��չ�����Ҫ�мӹ����Ŀס��ֳ����뾫����ĥ���ĸ��Ρ�
������Բ���ϡ��ô�����Ӧ���ȳ���֮��Ӧĥ����������ĥ��ʱ�����˵����Ŀ���Ϊ��λ���������Ŀ��ڴֳ�֮ǰ�ӹ�����ˣ��ô�����Ĺ��չ�����Ҫ�мӹ����Ŀס��ֳ����뾫����ĥ���ĸ��Ρ� 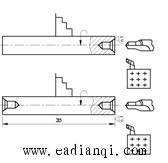
 �Զ�������www.eadianqi.com��Ȩ����
�Զ�������www.eadianqi.com��Ȩ����  ��
��  ���Գ����������������Ŀ�ĥ����ĥ���Ŀף��侫�Ⱥ������ʶ��Ƚϸߡ�
���Գ����������������Ŀ�ĥ����ĥ���Ŀף��侫�Ⱥ������ʶ��Ƚϸߡ�