|
һ������������Ӳ�� ��������www.eadianqi.com 1������������Ӳ�� ��������www.eadianqi.com
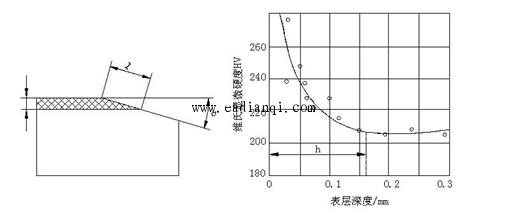
���������У����ڽ��������ܵ������������ã���������̬�µ����Ա��Σ�ʹ��������䷢�����л��ƣ�����Ť���������Լ����飬�谭������һ�����Σ�ʹ����ǿ����Ӳ����ߣ����ֱ仯��֮Ϊ����������Ӳ������Ȼ�������������У������¶Ƚ�ʹ��������������Ӳ����������ǿ����Ӳ���ۺ����õĽ���� ��������www.eadianqi.com Ϊ��˵����������Ӳ���仯�����˻�־����������������������ĥ��һб�棬�ڴ�б��������Ӳ�ȼƲ���������ͬ��λ����Ӳ�ȣ���ͼ1��ʾ����ͼ���Կ������������Ӳ�ȱȱ�����Ӳ��������ߣ���Խ��������Ӳ��Խ�ߡ�������ͼҲ�ɿ�������Ӳ���̶ȵĴ�С��Ӳ����Ӳ�Ȳ�Խ��Ӳ�������Խ�������Ӳ���̶�Խ�� ��������www.eadianqi.com 2��Ӱ������Ӳ�������� ��������www.eadianqi.com
���������Ӳ���̶Ⱦ����ڣ��������Ա��ε����������ٶ��Լ�����ʱ���¶ȡ�������ӹ�ʱӰ������Ӳ����������Ҫ�е��ߵļ��β��������������Ͳ������ܵȡ� ��������www.eadianqi.com
ͼ1���Ѽӹ����������Ӳ�� ��������www.eadianqi.com �����β�����Ӱ����Ҫ���п�Բ���뾶����ǰ����ǡ���Բ���뾶ƫ��ǰ��Ϊ��ֵ�����ƫСʱ�����¹�������ļ�ѹ�����������к����Ħ�����������пڰ뾶��ǰ��DZ�����ơ� �Զ�������www.eadianqi.com��Ȩ����
��������������Ҫ�������ٶȵ�Ӱ�������ԣ����������ٶ��������빤���ĽӴ�ʱ����٣����Ա��ο���Ӧ���ᣬͬʱ���������¶ȵ����ӣ�����������Ӳ���Ļظ����á� ��������www.eadianqi.com ���������������������Ա��ζ���֮�����������Ӳ���̶����ӡ���������̫Сʱ�����ڵ��ߵ��п�Բ���ڼӹ����浥λ�����ϵļ�ѹ�������࣬�������Ӳ���̶�Ҳ�����ӡ� ��������www.eadianqi.com �������ϵ�����Խ�ӹ�������Ӳ��Խ���ء� �Զ�������www.eadianqi.com��Ȩ���� ���������Ľ�����֯�ı仯 �Զ�������www.eadianqi.com��Ȩ���� 1��������֯�仯��ĥ������ �Զ�������www.eadianqi.com��Ȩ���� ��������ֻ�е����¶ȴﵽ����¶�����ʱ�Żᷢ��������֯�仯��һ�������ӹ��������ȴֱ��������ߣ��ӹ��¶Ȳ��ߣ��ʲ������������Ľ�����֯�仯����ĥ��ʱɰ�ֶԽ���������Ħ��Ҫ���Ĵ���������ÿ�г���ͬ������������ıȳ���ƽ����30��������ĥ��ʱ�����ĵ���������ȫ��תΪ���������ڹ����ı�ĥ����ܱ���60%~95%���������뱻ĥ�ù�������ɹ������¶����ߣ�ʵ��ĥ��ʱ��ĥ�������¶�ҪԶԶ������һ�¶ȣ�������������ĥ��ʱ���¶�Ϊ�������϶ȣ��ڸ�ĥ�������¶ȿɴﵽ1000�����ϣ���һ�¶��ѳ���������¶ȣ���˶Թ�����������Ӱ�켫��ʹ����Ӳ���½�����������ֲ���Ӧ�������������ƣ��Ӷ������������������ѧ���ܡ���������Ҳ��Ϊĥ�����ˡ� ��������www.eadianqi.com 2��Ӱ�������֯�仯������ �Զ�������www.eadianqi.com��Ȩ����
ĥ������������ĥ��ʱ�����ĸ��º����ݶ�����ģ���ȡ������Դǿ�Ⱥ�����ʱ�䡣Ӱ��ĥ�����¶Ⱥ��¶��ݶȵ�������Ҫ�ǣ�ɰ��Բ���ٶ� �������ϵĵ����Բ���������״�����ĥ�����¶Ⱦߣ�Ҳ���������ˡ�������ߺϽ������̸֡���и֡����ٸֵȣ��䵼���Զ��ܲ��ĥ�����������Ǽӹ��������ʱ����Ҫ���⡣ ��������www.eadianqi.com ɰ�ֵ��������ܶ�ĥ�����¶�Ҳ�кܴ�Ӱ�졣��ĥ�����пڷ�����ĥ������ĥ�����ʶ��ɼ��٣�ĥ�����¶Ⱦ��½���Ҳ�Ͳ��������ˡ� �Զ�������www.eadianqi.com��Ȩ���� 3����ֹ����ĥ�����˵Ĵ�ʩ ��������www.eadianqi.com
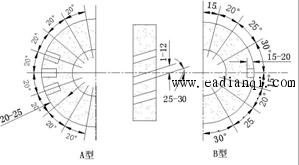
ĥ������������ˡ����Ƶĸ�Դ������ĥ���ȶԼӹ���Ӱ��ɴ����������֣�һ�����Ǽ���ĥ���ȵIJ�������һ�����Ǿ���ʹ�Ѳ��������ٴ��빤�����㣬��ͱ��������ѡ��ɰ�֡���������ȴϵͳ����ȷ��ѡ��ĥ�������ȡ� ��������www.eadianqi.com ��1��ɰ�ֵ�ѡ���ӹ���������Ƿ�ѵIJ���ʱ��Ϊ�˱�������ˣ�Ӧע��ѡ��ɰ�ֵ�Ӳ�ȡ���ϼ�����֯�� ��������www.eadianqi.com ɰ��Ӳ��Ҫ���㹤�������������Ҫ����ĥ��ĥ��֮��ĥ������֮�������������ӣ���Ϳ�������ֲ����ˡ�����Ѷ۵�ĥ����ĥ�������������Զ����䣬���ϵس��ַ������ĥ������Ϳ��Բ��ϵر�֤ɰ�ֵĹ����������õ��������ܡ�����һ�۵��������Ӧѡ�������ɰ�֡����ھ��ӹ��ͳ���ĥ��ʱ��Ϊ�˱���ĥ���ߴ���ȶ��Ժ���״�ľ��ȣ�Ӧѡ�ý�Ӳ��ɰ�֡� ��������www.eadianqi.com ѡ�����һ�����ԵĽ�ϼ���Ҳ�����ڱ������ˣ���Ϊɰ�ֱ���ͻ���ϸߵ�ĥ�����ܵ�ĥ�����ϴ�ϼ����е��Ա�����һ���ľ������ã�ʹ���Ե���������С���Ӷ�������ĥ����ͻ��������ľֲ����ˡ���ϼ�����֬��ϼ�������������ܣ������ڷ�ֹ���˷����յ������õ�Ч�������ٹ�����ɰ��֮���Ħ���ȣ����dz��õĹ��մ�ʩ�������ɰ�������ڽ���ij�������ʣ���ʯ���������⡢���ȣ��Է�ֹ����Ҳ���յ����õ�Ч���� ��������www.eadianqi.com ���⣬ѡ�����Ƚϴֵ�ɰ�֣�����ʱ�ʵ������������̶������ɰ�ֵ��������ܣ�ͬʱɰ�ֲ��ױ�ĥ����������˶������ڷ�ֹ���˵ķ����� �Զ�������www.eadianqi.com��Ȩ���� ��2����������ȴϵͳ�����ã���������Һ����ĥ�����������Ա������ˡ�Ȼ����Ŀǰͨ�õ���ȴ����Ч���ϲʵ����û�ж�������Һ�ܽ���ĥ��������ͼ2��ʾ������Һ������ĥ����AB���Ҵ�����ע���Ѿ��뿪ĥ�����ļӹ����ϣ���ʱ�������Ѳ����� �Զ�������www.eadianqi.com��Ȩ���� Ϊ��ʹĥ�������У�����Һ��ֱ�ӽ���ĥ������������ɰ��Բ���Ͽ�һЩб��ۣ�����״��ͼ3��ʾ����Է�ֹ��������ʮ����Ч��ͼ3�е�A���ǵȾ�ۣ�B������90°֮�ڱ��ۣ����������ڷ�ֹ������ɰ�ֳ��˾��н�����Һ����ĥ�����������⣬�������ȷ���ȴ���ã��������ȳ�һ����������������Ӧ�����Ӷ����������ĥ�����ơ� ��������www.eadianqi.com
�Զ�������www.eadianqi.com��Ȩ����
ͼ2�����õ���ȴ���� ��������www.eadianqi.com
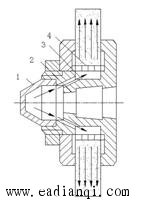
����ɰ������ȴ��ͷ��������������֮��Ч�ı�֤ĥ�������Ĵ�ʩ��ͼ4��ʾΪɰ������ȴ�õļ�ͷ����������ɰ�ֻ�ת����������ɰ�ֿ�϶��ˮ���ص㣬������Һͨ��ɰ������˦��ĥ�����ڡ�����Һ�ɹ��ӵ����θ�1�������������þ�����ͷ�ϵ����ͨˮС��2��������Һ�͵���ɰ�ֵ�����ǻ3�������������������£�����Һͨ��������4�ϵ�ɰ�ֿ�϶������ĥ�������������������������Ч�Ĵ�ʩ��Ϊ�˱�������Һ�ڵ�������ĥ�ϵȽ�ɰ�ֿ�϶��������������ȴϵͳ�ܵ��ϰ���һ����װ�á� �Զ�������www.eadianqi.com��Ȩ����
��������www.eadianqi.com
ͼ3������ɰ�� ��������www.eadianqi.com
�Զ�������www.eadianqi.com��Ȩ���� ͼ4������ȴɰ�ֽṹ ��������www.eadianqi.com 1-�κ���2-����Һͨ�ף�3-ɰ������ǻ��4--�о����Ŀı����� ��������www.eadianqi.com ��3��ѡ�������ĥ��������ǰ�����ӱ���ֲڶȵ�Ҫ��������������ѡ���Ҫ�㡣�����Ǵӱ�����������˳���������ĥ������ѡ��ʱ���������ݡ� ��������www.eadianqi.com
��С �Զ�������www.eadianqi.com��Ȩ����
���������IJ���Ӧ�� ��������www.eadianqi.com
1.������������Ӧ����ԭ�� ��������www.eadianqi.com ��1�����������б����ֲ���̬���Ա��Σ������ӹ�ʱ���������̬���Ա��ε�Ӱ��Ƚϸ��ӡ������������Ĺ����У�ԭ������������һ��ı������������൱��ġ�������������ͬ����̬���Ա��Σ�������������������ֹ��������ĵ���������ʹ������в�����Ӧ���������Ϊ����ѹӦ�������ͬʱ����������ڱ���������Ҳ�������Ա��Σ���������Ǹ�ǰ�ǣ�������ǰ������ļ�ѹ����ѹ�������������ߴ緽��ijߴ������ܻ������������ƣ�������������ѹӦ���������Ϊ������Ӧ�������⣬�����������̬���Ա���ʹ����Ť�������ɣ���С�ܶȣ���������ܻ����������谭��ʹ�����������ѹӦ��������Dz�����Ӧ���� ��������www.eadianqi.com ��2������ֲ������Ա��Σ�������ĥ������ʹ��������ֲ������ͣ��ܻ��������谭�������ܴ����ѹӦ���������Ӧ���ڹ������ϵĵ��Լ����ڣ��������ı��㲻�������Ա��Σ������ű����¶ȵ��½����½�ֱ����ȫ��ʧ�� ��������www.eadianqi.com
��������¶ȴﵽ800�����ϣ��Ը�������ϵ������˵����Ͳ�ͬ�ˡ���ʱ�����ĵ����Ѿ���ʧ���������ڸ���������ʱ�����ܻ������ϵ����ƣ�Ӧ�÷������쳤��ѹ�����ұ��㲻�����κ�Ӧ������������ȴ��800������ʱ���������ָ��˵��ԡ�����ȴ��20��ʱ���������Ҫ���������ڱ���������������Ϊһ�壬����������ֹ����ʱ�ò������Ϊ�����壬���������Ȼ�ڱ��������Ӧ������һӦ���ѳ�����һ��ֲĵ�ǿ�ȼ��ޣ�����ĥ�����ĸ�������ʹ��������������Ӧ����������Ӧ������ʱ����ֱ������ơ� ��������www.eadianqi.com ��3������ֲ�������֯��ת�䣺�ӹ�ʱ����������������ĥ�����������·�����䡣��ͬ������֯���ܶȲ�ͬ���������ܶ���С���������ܶ�������������±���ֲ�����������֯�仯ʱ�����������������仯���ܻ����������谭���������Ӧ����������ַ����ػ�����ʱ��������Ľ�����֯����������ת��Ϊ�ܶȸ����������֯���������������С���ܻ����������ã�����������Ӧ�����������ʱ�����������������֯ת��Ϊ�ܶȸ�С�������壬����������������ܻ����������ã�������γɲ���ѹӦ���� �Զ�������www.eadianqi.com��Ȩ����
�����ӹ���������Ӧ��������������ԭ���ۺ�Ӱ��Ľ������һ�������£�����������ijЩԭ�������������á����磺��һ�������³���ʱ����������������������̬���Ա�������Ҫ���ã��ʼӹ�������������в�����Ӧ������������ٶ�VC������ǰ�ǣ���������̬���Ա���������ı������ѹӦ�����ֵ����˲�����Ӧ�����ʱ��ֲ�����Ӧ���������͡�ĥ���ӹ�ʱ�����ȶԱ������Ӧ����Ӱ��ϴ����е�ĥ�������£������Ա������������ã�����������γ�dz���ϴ�IJ�����Ӧ��������ĥ�������£������������ΪӰ��������Ӧ������Ҫԭ�ʱ��漫��һ�������ѹӦ������������������IJ�����Ӧ������Ӧָ�������ڱ�����������Ա��κͽ�����֯�����Ǿ��ȷֲ��ģ���˱��������ͬһ��ȴ�����Ӧ���ķ��źʹ�С����Ҳ��һ���� ��������www.eadianqi.com
2.���Ʊ������Ӧ��״̬�Ĵ�ʩ �Զ�������www.eadianqi.com��Ȩ���� �������Ӧ�������ʵ�������кܴ�Ӱ�죬��Ҫ�������Ҫ�����û�в���Ӧ������в���ѹӦ��������һ��������ĥ���������º��ѱ�֤��ͨ��������һ��ר�Ź���������������IJ���Ӧ�������磺 �Զ�������www.eadianqi.com��Ȩ���� ��1�����þ��ܼӹ����գ����ܼӹ����հ������������ӹ��������ۡ����پ��������о��ٵȣ��͵ʹֲڶ�ֵ�߾���ĥ�������ܼӹ�����ϵָ�ӹ����Ⱥͱ���ʹֲڶ�ֵ���ڸ���Ӧ�ӹ��������ӹ��ĸ��ּӹ����ա����������ӹ����������ȸߡ����Ժõ������;�ϸ��ĥ�õ����úܸ͵������ٶȡ���С�ı��Ե����ͽ������ڹ���������ȥ����һ������Ĺ��̡������������̲������С��������ȵ��ų����������������Ⱥ��ȵIJ���Ӱ�죬�������Ч��ȥ���ϵ��������µı�����ʲ㣬�ӹ����������ϲ����в�����Ӧ�����ֲڶ�ֵҲ����С�� �Զ�������www.eadianqi.com��Ȩ���� �ʹֲڶ�ֵ�߾���ĥ����������ĥ����Ra��0.16(m����������ĥ����Ra��0.04(m���;���ĥ����Ra��0.01(m�����ʹֲڶ�ֵ�߾���ĥ��ͬ��Ҫ������кܸߵľ��Ⱥ��ԣ���ĥ���������þ���ϸ������ɰ�֣�ʹÿ��ĥ���ϲ�������ȸߵ��У��Լ�С�ı��Ե�����һ��С��5(m��,���ʵ���ĥ��ѹ���£��ӹ����������º�ϸ������������������״̬ʱ�Ļ�������ѹ����ƽ���úͶ��������ĥ�ε�ĥ�������ã��Ӷ���ø��ߵļӹ����ȣ����üӹ�����IT5�����ϣ���������ѧ�������õĵʹֲڶ�ֵ���档 �Զ�������www.eadianqi.com��Ȩ���� ���þ��ܼӹ����տ�ȫ����߹����ļӹ����ȡ� �Զ�������www.eadianqi.com��Ȩ���� ��2�����ù����ӹ����գ������ӹ��������������Ⱥ�ϸ��ĥ�϶Թ�����������������ͼ�ѹ����Ĺ��̡����ǰ�������Ƴ���ԭ�����мӹ��ʲ�Ҫ������о�ȷ�ij����˶����ӹ�������ĥ���빤��������˶�Ӧ�������ӣ�������ʹĥ�������ظ��Ĺ켣���ù����ӹ����������ĥ�ϵĽӴ��������кܴ������ԡ��Կ�ʼʱͻ�����Ǽ�ĸߵ��������������żӹ��Ľ��У������ӹ������ϸ��㶼�ܵõ�������ͬ��������ʹ������������٣��Ӷ���ü�С�ı���ֲڶ�ֵ����ĥ��ԭʼ���ȵļӹ����ȡ������ӹ����ص�֮һ��û���뱳�Ե������Ӧ��ĥ������������ֻ�涨�ӹ�ʱĥ���빤��������ѹ��������ѹ��һ���С��ĥ��������������������Ҫ��ѹ�������á�������������ƽ�ȣ��������٣��ʼӹ�������ʲ㼫dz������һ�㲻���в�����Ӧ��������ֲڶ�ֵҲ��С�� �Զ�������www.eadianqi.com��Ȩ����
���ڹ����ӹ�ʱĥ���빤��������Ը������빤����λ����û��ȷ����λ�ã���˲��������ӹ������λ����ͬʱ�����ӹ�ʱ����Ч�ʼ��ͣ�������̫��������Ч�ʵͣ���ʱ������ʹ��ȡ�õľ����½�����˹����ӹ���Ҫ���Ի�ýϸߵı�������������߱���������ͬʱ���Գߴ羫�Ⱥ���״����Ҳ��������ߡ����õĹ����ӹ���������ĥ��ĥ�������ӹ�����ʽ����ĥ�ȡ� �Զ�������www.eadianqi.com��Ȩ����
��3�����ñ���ǿ�����գ�����ǿ��������ͨ���Թ���������伷ѹʹ֮������̬���Ա��Σ��Ӷ���������Ӳ�ȡ�ǿ�ȣ����γɲ���ѹӦ���ļӹ����ա��ڱ���㱻ǿ����ͬʱ�������۲�ƽ�ȵ��屻ѹƽ����䵽���ȣ���˱���ֲڶ�ֵҲ�õ���С��һ������±���ֲڶ�ֵ�ɽ���Ϊǿ��ǰ��1�M2-1�M4�������õı���ǿ������������ǿ����ѹǿ������������ø��裬����ѹ���������������������䡣�÷��������ڲ�����������״���ӵı����絯�ɡ����˵ȵ�ǿ���ӹ��� ��������www.eadianqi.com ��ѹǿ�����ÿ�������ת�Ĺ��ӶԹ���������ȵļ�����ѹ��ʹ����õ�ǿ�����ڱ����γɲ���ѹӦ���������ڹ����������Բ����ƽ��ȵ�ǿ���ӹ���һ����ھ��������٣���ֱ����ԭ�����ϼӹ�ѹ���߽��С� �Զ�������www.eadianqi.com��Ȩ���� ����ǿ�����ղ����г���������ʹ����������Ա��Σ����������ߴ�������״����������С������������λ�����ӹ�������Ҫ���ϵ���������֤�� ��������www.eadianqi.com
���������ֹ�������ø�Ƶ��𡢷�������̼�����������ȴ�������Ҳ��ʹ�����γɲ���ѹӦ���� ��������www.eadianqi.com Ҳ�ɲ�����ʱЧ���˹�ʱЧ��������������IJ���Ӧ���� ��������www.eadianqi.com |
 �Զ�������www.eadianqi.com��Ȩ����
�Զ�������www.eadianqi.com��Ȩ����  ���������ٶ�
���������ٶ� �����������
����������� �����Ե���
�����Ե��� �������ϵĵ����Եȡ����⣬��ɰ�ֵ��������ܺ�����ҺҲ�����й�ϵ������
�������ϵĵ����Եȡ����⣬��ɰ�ֵ��������ܺ�����ҺҲ�����й�ϵ������ ����ʹ������¶����ߣ����������ˡ�
����ʹ������¶����ߣ����������ˡ�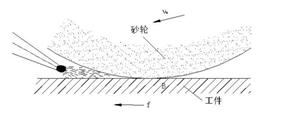
 �����
����� �����
����� ��ֵ�Ƿ�ֹ���˵���Ч��ʩ��
��ֵ�Ƿ�ֹ���˵���Ч��ʩ��