|
一、切削加工
切削加工时影响表面粗糙度的工艺因素可归纳为三个方面:刀具在工件表面留下的残留面积;切削过程的物理方面的原因以及刀具与工件相对位置的微幅变动。 本文来自www.eadianqi.com 1.切削过程中刀具在工件表面留下的残留面积 本文来自www.eadianqi.com
切削时,由于刀具的形状和进给量的影响,不可能把余量沿切深完全切除而留下一定的残留面积,残留面积的高度即为理论表面粗糙度,残留面积的高度
对于主偏角为
对
式中 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com
各有关参数见图1 自动控制网www.eadianqi.com版权所有
a) b) 本文来自www.eadianqi.com
图1 刀具形状对表面粗糙度的影响 自动控制网www.eadianqi.com版权所有
由式1可以看出:减小进给量 2.切削过程中的物理方面的原因 自动控制网www.eadianqi.com版权所有 切削加工后表面粗糙度的实际轮廓形状,一般与由残留面积形成的理想轮廓有很大的差别,只有当高速切削脆性材料时,才比较接近。大多加工状态下表面粗糙度主要由塑性变形等物理方面的原因引起。 自动控制网www.eadianqi.com版权所有 切削过程中影响表面粗糙度的物理方面的原因,主要为: 自动控制网www.eadianqi.com版权所有
1)用低切削速度切削塑性材料时,常容易出现积屑瘤和鳞刺,使加工表面出现不规则的沟槽或鳞片状毛刺,严重恶化了表面粗糙程度。此情况在加工韧性材料如低碳钢、不锈钢、高温合金等时表现明显。 自动控制网www.eadianqi.com版权所有 2)刀具与工件表面的挤压摩擦使加工表面产生塑性变形,扭曲了残留面积,使粗糙度值增大。 自动控制网www.eadianqi.com版权所有
3)切削脆性材料产生崩碎切屑时,崩碎裂缝深入到已加工表面之下而增大了表面粗糙度值。 自动控制网www.eadianqi.com版权所有 上述物理方面的原因与工件材料性质及切削机理密切相关,其影响的工艺因素主要有: 本文来自www.eadianqi.com
1)切削用量。切削速度
由式(1)、(2)可看出,进给量 本文来自www.eadianqi.com
图2 切削速度vc对RZ的影响 自动控制网www.eadianqi.com版权所有 2)工件材料的性质。当切削脆性材料时,切屑为崩碎切屑,呈碎粒状。由于切屑的崩碎而在工件表面留下麻点,增大表面粗糙度值。在此条件下,如要使表质量好转,减小切削用量可以减轻崩碎现象而使表面粗糙度值减小。 自动控制网www.eadianqi.com版权所有 当切削塑性材料时,一般来说,塑性材料的韧性越大则加工表面粗糙度值越大。对同样材料,,在相同的加工条件下,晶粒组织越粗大则加工后表面粗糙度值越大。在切削时,刀具的前面对切屑进行挤压而发生晶格扭歪、滑移的塑性变形,切屑与工件分离时产生撕裂现象,增大刀痕的高度(见图3),使表面粗糙度值增大。 本文来自www.eadianqi.com
本文来自www.eadianqi.com 图3 切削塑性材料时刀痕增大 本文来自www.eadianqi.com
3)刀具材料和几何参数。刀具材料与被加工材料金属分子的亲和力大时,切削过程中容易生成积屑瘤。如:加工钢材时,在其他条件相同情况下,用硬质合金刀具加工时,其表面粗糙度值比用高速钢刀具时小。 自动控制网www.eadianqi.com版权所有 刀具几何参数方面,增大前角可减小切削过程中的塑性变形,有利于抑制积屑瘤的产生,在中、低速切削中对表面粗糙度有一定的影响。过小的后角会增加后面与已加工表面的摩擦,刃倾角的大小会影响刀具实际前角,因此都会对表面粗糙度产生影响。 自动控制网www.eadianqi.com版权所有 刀具经过仔细刃磨,减小其刃口钝圆半径,减小前、后的表面粗糙度值,能有效地减小切削过程中塑性变形,抑制积屑瘤的产生,因而也对减小表面粗糙度值有不容忽视的影响。 本文来自www.eadianqi.com 在切削用量的三个要素当中,进给量对表面粗糙度的影响比较显著,被吃刀量对表面粗糙度的影响比较轻微,它不是主要的影响因素。 本文来自www.eadianqi.com
4)切削液。合理选择切削液,提高切削液的冷却作用和润滑作用,能减小切削过程中的摩擦,降低切削区温度,从而减小切削过程中的塑性变形,并抑制鳞刺和积屑瘤的生长,因此对降低表面粗糙度值有显著作用。 本文来自www.eadianqi.com
3.刀具与工件相对位置的微幅变动 自动控制网www.eadianqi.com版权所有 机床主轴回转轴线的运动误差及工艺系统的振动都会引起刀具与工件相对位置发生微幅变动,使加工表面发生微观几何形状误差。 自动控制网www.eadianqi.com版权所有
要降低切削加工表面粗糙度值,首先应判别影响表面粗糙度的主要原因是几何因素还是物理因素,然后才能采取有效的措施。下面是一般情况下降低表面粗糙度值的基本途径。如果已加工表面的走刀痕迹比较清楚,这说明影响粗糙度的主要是几何因素,那么要进一步降低粗糙度值,就应该考虑减小残留面积高度。减小残留面积高度的方法,首先是改变刀具的几何参数。如:增大刀尖圆弧半径 自动控制网www.eadianqi.com版权所有
1)改用更低或较高的切削速度,并配合较小的进给量,可有效地抑制鳞刺和积屑瘤的生长。 自动控制网www.eadianqi.com版权所有 2)在中、低速切削时加大前角对抑制鳞刺和积屑瘤有良好的效果。适当增大一些后角,对减小鳞刺也有一定效果。 自动控制网www.eadianqi.com版权所有 3)改用润滑性良好的切削液,如:动、植物油,极压乳化液或极压切削油等。 自动控制网www.eadianqi.com版权所有 4)必要时刻对工件材料先进行正火、调质等热处理以提高硬度,降低塑性和韧性。 本文来自www.eadianqi.com
二、磨削加工 本文来自www.eadianqi.com 磨削加工是用砂轮表面的大量磨粒作为刀具的一种“切削”加工,与切削加工过程类似,磨削加工过程中影响表面粗糙度的因素同样也由工件余量未被磨粒完全切除而留下的残留面积、塑性变形等物理因素及因振动引起的砂轮与工件相对位置微幅变动等三个方面构成。但磨削过程有与一般切削加工不同的特点,,故表面粗糙度的形成也有其特殊的规律。 自动控制网www.eadianqi.com版权所有
由于磨粒形状和在砂轮表面分布的不规则,因此切削刃的形状和分布都是随机的。磨削过程中由于磨粒的磨损、破碎、脱落和新磨粒的露出,切削刃在不断的发生变化。再加上磨粒上的切削刃具有较大的负前角和较大的刃口钝圆半径,因此磨削 实际磨削时影响表面粗糙度的因素有: 自动控制网www.eadianqi.com版权所有 1.砂轮工作面几何状态的影响 自动控制网www.eadianqi.com版权所有 磨削的表面粗糙度也可认为是砂轮工作面上磨粒的切削刃对工件切削后,在表面上所留下的痕迹。因此砂轮粒度的大小及其整理后的状态,对工件表面粗糙度有重要的影响。 本文来自www.eadianqi.com 所谓砂轮粒度是指用筛选法获得的磨粒大小的编号,如80号筛是指由在一英寸长度内有80个孔的筛网所筛选出的磨粒。而且这些磨粒又通不过下一个层次的筛网。普通砂轮的 自动控制网www.eadianqi.com版权所有 粒度范围是8~280号筛,磨削要求粗糙度值越小的表面,越要选择号数较大的粒度。一般磨削多用46~60号筛粒度,精密磨削多用60~100号筛粒度。 自动控制网www.eadianqi.com版权所有
决定砂轮工作面几何状态的还有砂轮的修整条件,精细的修整可以在一颗磨粒上修整出许多微刃,如图4所示。即使采用了较粗(如46号筛)的砂轮,经过精细修整也可以磨出
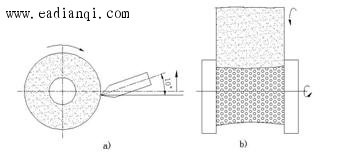
图4 磨粒的微刃 本文来自www.eadianqi.com 砂轮的修整法有车削法和磨削法二种。 本文来自www.eadianqi.com 车削法如图5a所示,修整工具为天然单颗粒的金刚石笔,此法可以修出高质量的砂轮工作面。修整时的装夹位置如图5a所示。修整用量可按加工要求,直接从工艺手册中选取。 本文来自www.eadianqi.com
磨削法修整砂轮是采用硬度很高的人造金刚石滚轮,在双方相对转动下,金刚石滚轮对砂轮进行磨削修整,如图5所示,这种方法用于大批量生产条件下修整成形的砂轮工作面。在单件、小批生产时,亦可以采用高硬度的砂轮。修整较软的工作砂轮,其方法类似图5b所示方法。 本文来自www.eadianqi.com 砂轮的硬度对表面粗糙度也有影响,太软的砂轮磨粒容易脱落,太硬则磨粒磨损后又不能及时脱落均不易加工出低表面粗糙度值的表面。 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有
图5 修整砂轮的工具与修整方法 自动控制网www.eadianqi.com版权所有
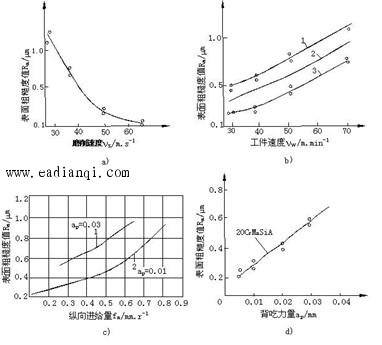
2.磨削用量对表面粗糙度的影响 自动控制网www.eadianqi.com版权所有
对表面粗糙度影响最显著的磨削用量是磨削速度 自动控制网www.eadianqi.com版权所有
工件转速 自动控制网www.eadianqi.com版权所有
为了进一步说明,现以结构合金钢30GrMnSiA的工件为例,经过一系列的磨削试验,得出工件表面粗糙度轮廓算术平均偏差
由式(3)也可看出,砂轮速度 本文来自www.eadianqi.com
3.工件材料性质 自动控制网www.eadianqi.com版权所有 工件材料太硬、太软、太韧时都不容易磨光。工件材料太硬,容易使磨粒磨钝,太软又容易堵塞砂轮,韧性太大易使磨粒崩落,因此都不易得到表面粗糙度值小的表面。 本文来自www.eadianqi.com
要减小表面粗糙度值,提高磨削表面的质量,应该从正确选择砂轮、磨削用量和切削液等方面采取措施。当磨削温度不太高、工件表面没有出现烧伤和微熔金属时,影响表面粗糙度的主要是几何因素,因此减小表面粗糙度值的措施是降低 本文来自www.eadianqi.com 如切削表面出现拉毛划伤,主要应检查切削液是否清洁,砂轮是否太软。 自动控制网www.eadianqi.com版权所有 金属在切削加工时,由于刀具对工件的表层挤压所产生的塑性变形,使加工后的表层产生冷作硬化,磨削加工时,由于砂轮对金属工件的摩擦和挤压,使加工后的工件表层由于高温和挤压作用,工件的表层组织,产生了不同程度的变化。 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com 图6 磨削用量与表面粗糙度的关系 自动控制网www.eadianqi.com版权所有 |
 的计算方法为:
的计算方法为: 
 、副偏角为
、副偏角为 、
、 的尖刀 本文来自www.eadianqi.com
的尖刀 本文来自www.eadianqi.com  (1) 本文来自www.eadianqi.com
(1) 本文来自www.eadianqi.com  时: 自动控制网www.eadianqi.com版权所有
时: 自动控制网www.eadianqi.com版权所有  (2)
(2)  —刀尖圆弧部分所对的中心角(rad);
—刀尖圆弧部分所对的中心角(rad);  —刀尖圆弧半径(mm);
—刀尖圆弧半径(mm);  —工作每转进给量(mm/r)。
—工作每转进给量(mm/r)。 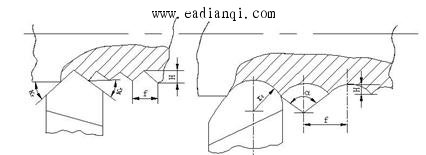
 ,增大刀尖圆角半径((就可就减小残留面积的高度。当刀具上带有
,增大刀尖圆角半径((就可就减小残留面积的高度。当刀具上带有 的修光刃且进给量小于修光刃宽度时,则理论上不产生残留面积。刀具的主、副偏角的大小直接影响到切削后在已加工表面上留下的切削层残留面积的高度,刃口钝圆半径的大小也直接影响了残留面积的高度,从而对表面粗糙度造成直接的影响。 本文来自www.eadianqi.com
的修光刃且进给量小于修光刃宽度时,则理论上不产生残留面积。刀具的主、副偏角的大小直接影响到切削后在已加工表面上留下的切削层残留面积的高度,刃口钝圆半径的大小也直接影响了残留面积的高度,从而对表面粗糙度造成直接的影响。 本文来自www.eadianqi.com  对物理原因引起的粗糙度影响最大。图2为切削速度
对物理原因引起的粗糙度影响最大。图2为切削速度 的影响关系图,当切削速度超过
的影响关系图,当切削速度超过 时,表面粗糙度值减小并趋于稳定,这是由于刀具尖端所产生的积屑瘤的影响,当切削速度在
时,表面粗糙度值减小并趋于稳定,这是由于刀具尖端所产生的积屑瘤的影响,当切削速度在 时积屑瘤的体积增大,它使加工表面的
时积屑瘤的体积增大,它使加工表面的 )时,塑性变形的影响上升到主导地位,再进一步减小
)时,塑性变形的影响上升到主导地位,再进一步减小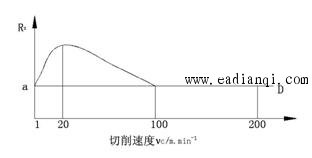 本文来自www.eadianqi.com
本文来自www.eadianqi.com 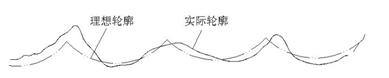
 和减小副偏角
和减小副偏角 的修光刃的刀具或宽刃精刨刀、精车刀也是生产中降低加工表面粗糙度所常用的方法。不论是增大
的修光刃的刀具或宽刃精刨刀、精车刀也是生产中降低加工表面粗糙度所常用的方法。不论是增大 值远大于一般切削加工,引起工件与切削刃之间的较大的弹性形变,加工表面要经过多次磨削才能形成。这样就无法精确计算其残留面积的高度,只能估算。一般情况下,被加工表面上刻痕越多、越浅,则表面粗糙度值越小。 自动控制网www.eadianqi.com版权所有
值远大于一般切削加工,引起工件与切削刃之间的较大的弹性形变,加工表面要经过多次磨削才能形成。这样就无法精确计算其残留面积的高度,只能估算。一般情况下,被加工表面上刻痕越多、越浅,则表面粗糙度值越小。 自动控制网www.eadianqi.com版权所有  为
为 的表面。
的表面。 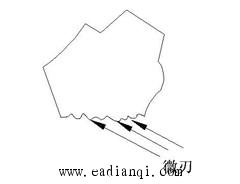
 (砂轮的线速度)。在一定的工艺条件下,
(砂轮的线速度)。在一定的工艺条件下, 关系曲线如图6a所示。普通磨床的
关系曲线如图6a所示。普通磨床的 ;高效磨床的
;高效磨床的 。必须说明,随着
。必须说明,随着 、纵向进给量
、纵向进给量 背吃刀量
背吃刀量 ,等对表面粗糙度的影响,可在图6b~d中看出规律。
,等对表面粗糙度的影响,可在图6b~d中看出规律。  a与磨削用量之间的关系式: 自动控制网www.eadianqi.com版权所有
a与磨削用量之间的关系式: 自动控制网www.eadianqi.com版权所有  (3)
(3)