|
夹具上的各种装置和元件通过夹具体连接成一个整体。因此夹具体的形状及尺寸取决于夹具上各种装置的布置及与机床的连接。 本文来自www.eadianqi.com
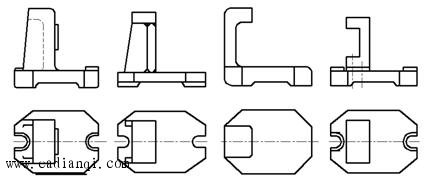
1.对夹具体的要求 自动控制网www.eadianqi.com版权所有 (1)有适当的精度和尺寸稳定性: 本文来自www.eadianqi.com 夹具上的重要表面,如装夹定位元件的表面、装夹刀具或导向元件的表面以及夹具体的安装基面(与机床连接的表面)等,应有适当的尺寸和形状及位置精度。为使夹具体尺寸稳定,铸造夹具体要进行时效处理,焊接和锻造夹具体要进行退火处理。 自动控制网www.eadianqi.com版权所有 (2)有足够的强度和刚度: 本文来自www.eadianqi.com 加工过程中,夹具体要承受较大的切削力和夹紧力。为保证夹具体不产生不允许的变形和振动,夹具体应有足够的强度和刚度。因此夹具体需要有一定的壁厚,铸造和焊接夹具体常设置加强肋,或在不影响工件装卸的情况下采用框架式夹具体如图1c所示。 自动控制网www.eadianqi.com版权所有
a)开式结 b)半开式结构 c)框架式结构 本文来自www.eadianqi.com 图1 夹具体结构设计 本文来自www.eadianqi.com (3)结构工艺性要好 本文来自www.eadianqi.com
夹具体应便于制造、装配和检验。铸造夹具体上安装各种元件的表面应铸出凸台,以减少加工面积。夹具体毛面与工件之间应留有足够的间隙,一般为 本文来自www.eadianqi.com (4)排屑方便 本文来自www.eadianqi.com
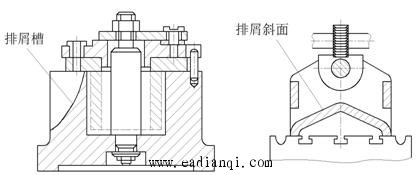
切削多时,夹具体上应考虑排屑结构。如图2a,在夹具体上开排屑槽。图2b为在夹具体下部设置排屑斜面,斜角可取 本文来自www.eadianqi.com
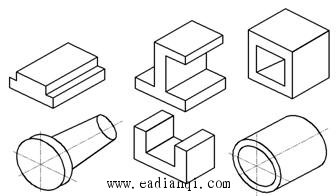
a) b) 自动控制网www.eadianqi.com版权所有 图2 夹具体上设置排屑结构 自动控制网www.eadianqi.com版权所有 (5)在机床上安装稳定可靠 本文来自www.eadianqi.com 夹具在机床上的安装都是通过夹具上的安装基面与机床上相应表面的接触或配合实现的。当夹具在机床工作台上安装时,夹具的重心应尽量低,重心越高则支承面应越大;夹具底面四边应凸出,使其接触良好,或底部设置四个支脚(见《机床夹具设计手册》)。当夹具在机床主轴上安装时,夹具安装基面与主轴相应表面应有较高的配合精度,并保证安装稳定可靠。 自动控制网www.eadianqi.com版权所有 2.夹具体毛坯的类型 自动控制网www.eadianqi.com版权所有 (1)铸造夹具体 自动控制网www.eadianqi.com版权所有 如图3 a所示,铸造夹具体的优点是工艺性好,可铸出各种复杂形状,具有较好的抗压强度、刚度和抗振性。但生产周期长,需进行时效处理,以消除内应力。常用材料为灰铸铁(如HT200),套球强度高时用铸钢(如ZG270-500),要求重量轻时可用铸铝(如ZL104)。目前铸造夹具体应用较广。 本文来自www.eadianqi.com
自动控制网www.eadianqi.com版权所有 a) b) c) d) 自动控制网www.eadianqi.com版权所有
图3 夹具体毛坯类型 本文来自www.eadianqi.com (2)焊接夹具体 本文来自www.eadianqi.com 如图3b所示,它由钢板、型材焊接而成。制造方便、生产周期短、成本低、重量轻(壁厚比铸造夹具薄)。但焊接夹具体的热应力较大,易变性,需经退火处理,以保证夹具体尺寸的稳定性。 本文来自www.eadianqi.com
(3)锻造夹具体 本文来自www.eadianqi.com
如图3c,它适用于形状简单、尺寸不大、要求强度、刚度大的场合。锻造后也需经退火处理,此类夹具体应用较少。 自动控制网www.eadianqi.com版权所有 (4)型材夹具体 本文来自www.eadianqi.com 小型夹具体可以直接用板料、棒料、官料等型材加工装配而成。这类夹具体取材方便、生产周期短、成本低、重量轻。如各种心轴类夹具的夹具体及钢套钻模夹具体。 自动控制网www.eadianqi.com版权所有 (5)装配夹具体 本文来自www.eadianqi.com 如图3d所示,由标准的毛坯件、零件及个别非标准件通过螺钉、销钉连接,组装而成。标准件由专业厂生产。此类夹具体具有制造成本低、周期短,精度稳定等优点,有利于夹具标准化、系列化,也便于夹具的计算机辅助设计。 自动控制网www.eadianqi.com版权所有 |
 本文来自www.eadianqi.com
本文来自www.eadianqi.com  。夹具体结构形式应便于装卸,如图4-39所示,分为开式结构(图a);半开式及认购(图b);框架式结构(图c)等。
。夹具体结构形式应便于装卸,如图4-39所示,分为开式结构(图a);半开式及认购(图b);框架式结构(图c)等。  。
。  本文来自www.eadianqi.com
本文来自www.eadianqi.com