|
如图1所示,本工序需在车床上加工壳体零件的 本文来自www.eadianqi.com
自动控制网www.eadianqi.com版权所有
图1 壳体零件简图 自动控制网www.eadianqi.com版权所有
1.定位方案设计:采取基准重合原则,选用底平面和两个 自动控制网www.eadianqi.com版权所有
2.加紧方案设计:采取四个夹紧点夹紧工件,用钩形压板联动夹紧机构。如图2b、c所示,两对钩形压板通过杠杆将工件在两处夹紧,其结构紧凑,操作方便。 自动控制网www.eadianqi.com版权所有
图2 方案设计 自动控制网www.eadianqi.com版权所有 3.主要结构标准化处理:固定式定位销分别选用:A 11f7×10GB/T2203;B 10.942h6×14GB/T2203。钩形压板选用:B M8×10GB/T2197。 自动控制网www.eadianqi.com版权所有
4.其他结构设计:由于两端需经过两次装夹进行加工,为控制尺寸 5.夹具体的设计:夹具体采用焊接结构,并用两个肋板提高夹具体的刚度,其结构紧凑、制造周期短。 自动控制网www.eadianqi.com版权所有
夹具体上设置一个校正套,以便用心轴时夹具与机床主轴对定。夹具采用不带止口的过渡盘,故通用性好,便于生产调度。 本文来自www.eadianqi.com 夹具体主要由盘、板、套等组成。 自动控制网www.eadianqi.com版权所有
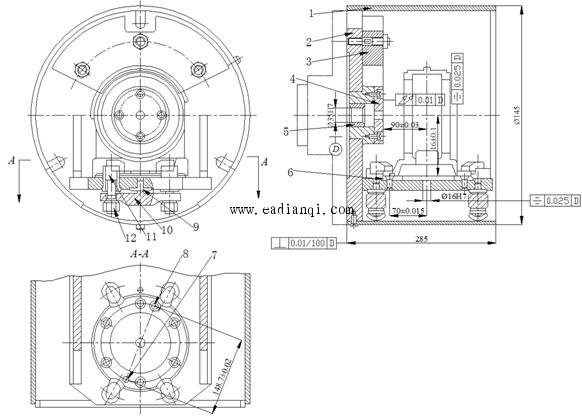
6.总体设计:夹具总图通常可按定位元件、夹紧装置以及夹具体等结构顺序绘制。特别应注意表达清楚定位元件、夹紧装置与夹具体的装配关系。 本文来自www.eadianqi.com
图3为所设计的夹具装配图。圆形支承板6装配在角铁面上,两个固定式定位销成对角线布置,销距尺寸计算为 自动控制网www.eadianqi.com版权所有
1-防屑板;2-夹具体;3-平衡;4-测量板;5-基准板;6-支撑板;7-菱形销;8-定位销; 自动控制网www.eadianqi.com版权所有 9-支撑钉;10杠杆;11-钩形压板;12-螺母 本文来自www.eadianqi.com 图3 车床夹具装配图 本文来自www.eadianqi.com
|
 孔及两端面。加工工艺要求为
孔及两端面。加工工艺要求为 ,端面距尺寸
,端面距尺寸 ,
, ;生产纲领为中批生产。
;生产纲领为中批生产。 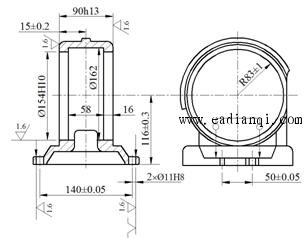
 孔位定位基准,定位方案如图2所示。支承板限制工件的
孔位定位基准,定位方案如图2所示。支承板限制工件的 、
、 、
、 三个自由度,菱形销限制工件的
三个自由度,菱形销限制工件的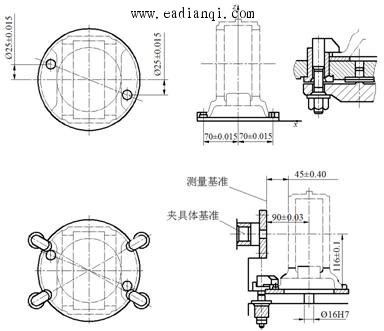
 ,故设置测量板(图4-43b),取
,故设置测量板(图4-43b),取 ,用以控制工件两端面得对称度。另设置的
,用以控制工件两端面得对称度。另设置的 工艺孔用以保证测量及定位销的位置。
工艺孔用以保证测量及定位销的位置。  。工艺孔位置取对称的中心位置尺寸
。工艺孔位置取对称的中心位置尺寸 。测量板位置取
。测量板位置取 ;定位面尺寸取
;定位面尺寸取 。这些尺寸公差对夹具的精度都有不同程度的影响。
。这些尺寸公差对夹具的精度都有不同程度的影响。