|
1.夹具的制造特点 本文来自www.eadianqi.com 夹具通常是单件生产,且制造周期很短。为了保证加工件的加工要求,很多夹具要有较高的制造精度。企业的工具车间有多种加工设备,例如加工孔系的坐标镗床,加工复杂形面的万能铣床、精密车床和各种磨床等,都具有较好的加工性能和加工精度。夹具制造中,除了生产方式与一般产品不同外,在应用互换性原则方面也有一定的限制,以保证夹具的制造精度。 本文来自www.eadianqi.com 2.保证夹具制造精度的方法 本文来自www.eadianqi.com 对于与工件加工尺寸直接有关的且精度较高的部位,在夹具制造时常有调整法和修配发来保证夹具精度。 自动控制网www.eadianqi.com版权所有 (1)修配法的应用 本文来自www.eadianqi.com
对于需要采用修配法的零件,可在其图样上注明“装配时精加工”或“装配时与
自动控制网www.eadianqi.com版权所有 图1 支撑板和支撑钉保证位置 本文来自www.eadianqi.com
本文来自www.eadianqi.com 图2 钻模的修配法 自动控制网www.eadianqi.com版权所有 精度的方法:1-钻模板;2-夹具体;3-定位轴 本文来自www.eadianqi.com
图2所示为一钻床夹具保证钻套孔距尺寸10mm±0.02mm的方法。在夹具体2和钻模板1的图样上注明“配作”字样,其中钻模板上的孔可先加工至留
车床夹具的误差 本文来自www.eadianqi.com
图3 铣床夹具保证位置精度的方法 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com
图4 三爪自定心卡盘的修配方法 本文来自www.eadianqi.com
镗床夹具也常采用修配法,例如将镗套的内孔与所使用的镗杆的实际尺寸单配间隙在 夹具的修配法都步及夹具体的基面,从而不致使各种误差累积,达到预期的精度要求。 自动控制网www.eadianqi.com版权所有 (2)调整法的应用 自动控制网www.eadianqi.com版权所有
调整法与修配法相似,在夹具上通常可设置调整垫圈、调整垫板、调整套等元件来控制装配尺寸。这种方法较简易,调整件选择得当即可补偿其他元件的误差,以提高夹具的制造精度。 本文来自www.eadianqi.com 如将图2的钻模改为调整结构,则只要增设一个支承板(图5),待钻模板装配后再按测量尺寸修正支承板的尺寸A即可。 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com
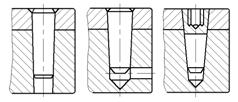
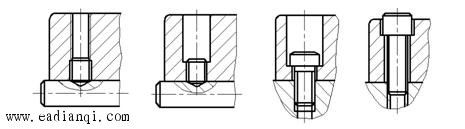
图5 钻模的调整法 本文来自www.eadianqi.com 3.结构工艺性 本文来自www.eadianqi.com 夹具的结构工艺性主要表现为夹具零件制造、装配、调试、测量、使用等方面的综合性能。夹具零件的一般标准和铸件的结构要素等,均可查阅有关手册进行设计。以下就夹具零部件的加工、维修、装配、测量等工艺进行分析。 本文来自www.eadianqi.com (1)注意加工和维修的工艺性: 自动控制网www.eadianqi.com版权所有 夹具主要元件的连接定位采用螺钉和销钉,图6a所示的销钉孔制成通孔,以便于维修时能将销钉压出;图6b所示的销钉则可以利用销钉孔底部的横向孔拆卸;图6c为常用的带内螺纹的圆锥销(GB118-76)。 本文来自www.eadianqi.com
本文来自www.eadianqi.com
a) b) c) 自动控制网www.eadianqi.com版权所有 图6 销空连接的工艺性 自动控制网www.eadianqi.com版权所有
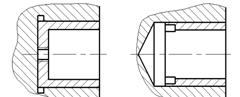
图7 衬套连接的工艺性 本文来自www.eadianqi.com 图7所示为两种可维修的衬套结构,他们在衬套的底部设计有螺纹孔或缺口槽,以便使用工具将其拔出。 自动控制网www.eadianqi.com版权所有 图7所示为几种螺纹联接结构。图7a为螺孔太长;图7b所用的螺钉太长且突出外表面,在设计时都要避免。 本文来自www.eadianqi.com
自动控制网www.eadianqi.com版权所有
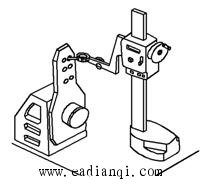
a) b) c) d) 自动控制网www.eadianqi.com版权所有 a)成本高;b)较好;c)好;d)较差 自动控制网www.eadianqi.com版权所有 图7 螺纹连接的工艺性 本文来自www.eadianqi.com (2)注意装配测量的工艺性 自动控制网www.eadianqi.com版权所有 夹具的装配测量是夹具制造的重要环节。无论是修配法或调整法装配,还是用检具检测夹具精度时,都应处理好基准问题。 本文来自www.eadianqi.com 为了使夹具的装配、测量具有良好的工艺性,应遵循基准统一原则,以夹具体的基面为统一的基准,以便于装配、测量、保证夹具的制造精度。 自动控制网www.eadianqi.com版权所有 图8所示为用数显高度游标尺测量钻模孔距的方法。由于盖板钻模没有夹具体,故直接用钻模板及定位元件为测量基准。 本文来自www.eadianqi.com
图8 盖板式钻模的测量 本文来自www.eadianqi.com
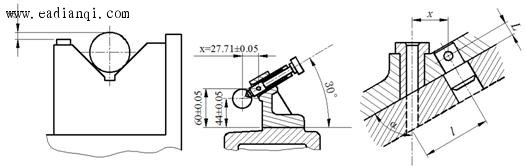
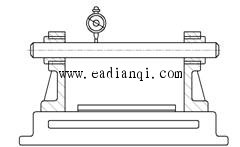
本文来自www.eadianqi.com 图9 测量V形块的精度 本文来自www.eadianqi.com 图9所示为用检验棒和量块测量V形块标准圆中心高和平行度的方法。 本文来自www.eadianqi.com 图10所示为检验棒测量镗模导向孔平行度的方法。装配时可通过修刮支架的底面来保证镗模的中心高尺寸和平行度要求 自动控制网www.eadianqi.com版权所有
图10 镗模导向孔精度的检测 本文来自www.eadianqi.com
当夹具体的基面不能满足上述要求时,可设置工艺孔或工艺凸台。图11所示为两种常用的工艺方法。图11a为测量V形架中心位置的工艺凸台,可控制尺寸 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com
图4-38c所示为测量钻套位置的工艺孔,图中 本文来自www.eadianqi.com
本文来自www.eadianqi.com
直径一般为 自动控制网www.eadianqi.com版权所有
a) b) c) 自动控制网www.eadianqi.com版权所有 a)工艺凸台;b)、c)工艺孔 本文来自www.eadianqi.com 图11 工艺凸台和工艺孔的应用 本文来自www.eadianqi.com |
 件配作”字样等。如图1所示,支承板和支承钉装配后,与夹具体合并加工定位面,以保证定位面对夹具体基面
件配作”字样等。如图1所示,支承板和支承钉装配后,与夹具体合并加工定位面,以保证定位面对夹具体基面 的平行度公差。 本文来自www.eadianqi.com
的平行度公差。 本文来自www.eadianqi.com 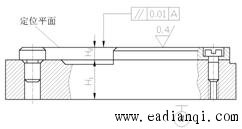
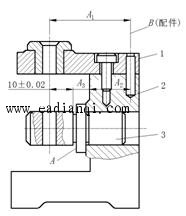
 余量的尺寸,待测量出正确的孔距尺寸后,即可与夹具体合并并加工出销孔
余量的尺寸,待测量出正确的孔距尺寸后,即可与夹具体合并并加工出销孔 。显然,原图上的
。显然,原图上的 、
、 尺寸已被修正。这种方法又称“单配”。图4-29所示的标准圆轴线对夹具体找正面
尺寸已被修正。这种方法又称“单配”。图4-29所示的标准圆轴线对夹具体找正面 较大,对于同轴度要求较高的加工,即可在所使用的
较大,对于同轴度要求较高的加工,即可在所使用的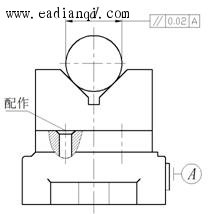 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有 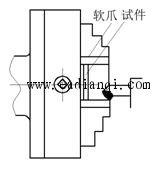
 内,即可使镗模具有较高的导向精度。 本文来自www.eadianqi.com
内,即可使镗模具有较高的导向精度。 本文来自www.eadianqi.com 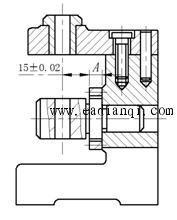
 本文来自www.eadianqi.com
本文来自www.eadianqi.com 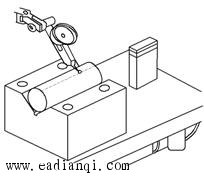
 本文来自www.eadianqi.com
本文来自www.eadianqi.com  。当工件中心高为
。当工件中心高为 时,可先设定工艺孔至定位座底面的高度尺寸为
时,可先设定工艺孔至定位座底面的高度尺寸为 ,工艺孔水平方向的尺寸
,工艺孔水平方向的尺寸 可计算得
可计算得 
 、
、 为已知数,
为已知数, 为设定尺寸,则
为设定尺寸,则 
 、
、 、
、 等。使用工艺孔或工艺凸台可以解决上述装配、测量中的问题。
等。使用工艺孔或工艺凸台可以解决上述装配、测量中的问题。