|
1.保证加工精度的条件 自动控制网www.eadianqi.com版权所有
为了保证夹具设计的正确性,首先要在设计图样上对夹具的精度进行分析。用夹具装夹工件进行加工时,其工序误差可用不等式
式中
上述各项误差中,与夹具直接有关的误差为 自动控制网www.eadianqi.com版权所有 2.机床夹具加工精度分析实例 自动控制网www.eadianqi.com版权所有
下面以钻床夹具为例,说明位置精度的标注方法以及对加工精度的影响。一般钻床夹具的加工精度是很低的,故当零件精度要求较高时,应采用导柱铰刀加工,以减少导向误差。图1所示为短轴零件简图。加工
1) 本文来自www.eadianqi.com
2) 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com 图41 短轴零件简图 本文来自www.eadianqi.com
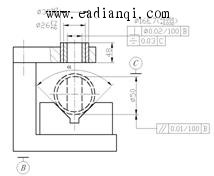
图2 钻床夹具实例 本文来自www.eadianqi.com
夹具的结构和位置进度的标注如图2所示。图中标注了三项位置公差。 自动控制网www.eadianqi.com版权所有
位置精度( 自动控制网www.eadianqi.com版权所有
①影响位置精度 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com
按概率法计算得 本文来自www.eadianqi.com
自动控制网www.eadianqi.com版权所有 故其夹具的精度较低。 自动控制网www.eadianqi.com版权所有 ②影响位置精度的因素有两项: 本文来自www.eadianqi.com
自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com
将误差合成得 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com 故此项夹具精度也较低。 自动控制网www.eadianqi.com版权所有 |
 表示。由于各种误差均为独立随即的变量,故应将各误差用概率法叠加,即
表示。由于各种误差均为独立随即的变量,故应将各误差用概率法叠加,即  自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有  定位误差(
定位误差( ); 自动控制网www.eadianqi.com版权所有
); 自动控制网www.eadianqi.com版权所有  夹具的安装误差(
夹具的安装误差( 刀具的调整角度(
刀具的调整角度( 与加工方法有关的误差,包括
与加工方法有关的误差,包括 工件的工序尺寸公差(
工件的工序尺寸公差( 作为估算的范围和储备精度之用。
作为估算的范围和储备精度之用。  孔,加工孔的位置精度要求为: 自动控制网www.eadianqi.com版权所有
孔,加工孔的位置精度要求为: 自动控制网www.eadianqi.com版权所有  外圆轴线的垂直度公差为
外圆轴线的垂直度公差为 。
。  。
。 
 本文来自www.eadianqi.com
本文来自www.eadianqi.com  ,
, )校核如下。
)校核如下。  的因素有三项:
的因素有三项:  (V形块标准圆对夹具体几面
(V形块标准圆对夹具体几面 的平行度)
的平行度)  (铰套轴线对夹具体几面
(铰套轴线对夹具体几面 (铰刀尺寸为
(铰刀尺寸为 时的歪斜) 本文来自www.eadianqi.com
时的歪斜) 本文来自www.eadianqi.com 
 (铰套中心对V形块标准圆柱的对称度)
(铰套中心对V形块标准圆柱的对称度)  (铰刀与铰套的配合间隙)
(铰刀与铰套的配合间隙) 