|
能否保证工件的加工精度,取决于刀具与工件之间的相互位置关系。当一批工件这个在夹具上定位用调整法加工工件时,各个工件在夹具中所占据的位置并不完全一致,各个工件位置的不一致性必然引起工件相对于刀具之间位置的变化,加工后,各工件的加工尺寸必然大小不一,形成误差。这种只与工件定位有关的误差,称为定位误差,用 一批工件逐个在夹具上定位时,各个工件位置不一致的原因有二:一是定位基准与工序基准不重合;二是定位基准位置的变化。 本文来自www.eadianqi.com
(1)基准不重合误差:由于定位基准与工序基准不重合而引起的加工尺寸误差,称为基准不重合误差,用 本文来自www.eadianqi.com
(2)基准位移误差:工件在夹具中定位时,由于定位副的制造误差和最小配合间隙的影响,导致各个工件定位基准的位置不一致,从而给加工尺寸造成误差,这个误差称为基准位移误差,用 自动控制网www.eadianqi.com版权所有
图1a是工序简图,在圆柱上铣键槽,加工键槽深度尺寸为 显然,基准位移误差的大小等于定位基准在加工尺寸方向上的最大变化量。 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com
图1 基准位移误差 本文来自www.eadianqi.com
由图1b可知,当工件孔的直径为最大( 本文来自www.eadianqi.com
本文来自www.eadianqi.com
式中 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有
当定位基准的变化方向与加工尺寸方向相同时,基准位移误差等于定位基准的最大变化量,即 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有 当定位基准的变化方向与加工尺寸方向不同时,基准位移误差等于定位基准的最大变化量与两者之间夹角余弦的积,即 自动控制网www.eadianqi.com版权所有
(3)定位误差的计算: 本文来自www.eadianqi.com
例1如图2所示,工件均以平面定位铣削A、B表面,要求保证尺寸
自动控制网www.eadianqi.com版权所有 图2 定位误差计算示例之一 本文来自www.eadianqi.com
解1)尺寸 本文来自www.eadianqi.com
本文来自www.eadianqi.com
本文来自www.eadianqi.com
自动控制网www.eadianqi.com版权所有
2)尺寸 自动控制网www.eadianqi.com版权所有
该尺寸的工序基准为 本文来自www.eadianqi.com
该定位方式满足加工尺寸要求。 本文来自www.eadianqi.com
例2如图3,工件以孔
本文来自www.eadianqi.com 图3 定位误差计算示例之二 自动控制网www.eadianqi.com版权所有
解: 本文来自www.eadianqi.com
自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com 该定位方式不能满足加工尺寸要求。 自动控制网www.eadianqi.com版权所有
例3如图4所示,工件以外圆 自动控制网www.eadianqi.com版权所有
图4 定位误差计算示例之三 自动控制网www.eadianqi.com版权所有
解:定位基准是圆柱
自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com
自动控制网www.eadianqi.com版权所有
该定位方式满足加工尺寸要求。 自动控制网www.eadianqi.com版权所有 |
 表示。 自动控制网www.eadianqi.com版权所有
表示。 自动控制网www.eadianqi.com版权所有  表示。基准不重合误差在定位基准选择中已作过讨论,在此,不再赘述。
表示。基准不重合误差在定位基准选择中已作过讨论,在此,不再赘述。  表示。
表示。  。图1b是加工示意图,工件以内孔
。图1b是加工示意图,工件以内孔 在水平放置的圆柱心轴上定位,
在水平放置的圆柱心轴上定位, 是心轴中心,
是心轴中心, 是对刀尺寸。尺寸
是对刀尺寸。尺寸 。但是,由于各个工件定位孔的直径实际尺寸不同,使得各个工件的定位基准在加工尺寸方向位置不一致,定位基准位置的变动将直接影响到加工尺寸
。但是,由于各个工件定位孔的直径实际尺寸不同,使得各个工件的定位基准在加工尺寸方向位置不一致,定位基准位置的变动将直接影响到加工尺寸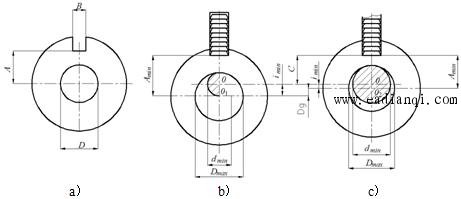
 )、心轴直径为最小(
)、心轴直径为最小( )时,定位基准即工件内孔轴线处在最低点
)时,定位基准即工件内孔轴线处在最低点 ,得到最大加工尺寸(
,得到最大加工尺寸( )。当工件内孔直径为最小(
)。当工件内孔直径为最小( )、心轴直径为最大(
)、心轴直径为最大( )时,定位基准即工件内孔轴线处于最高位置
)时,定位基准即工件内孔轴线处于最高位置 ,得到最小加工尺寸(Amin)。由于各工件内孔直径的实际尺寸(在公差范围内)不一致,导致定位基准即工件内孔中心定位后在
,得到最小加工尺寸(Amin)。由于各工件内孔直径的实际尺寸(在公差范围内)不一致,导致定位基准即工件内孔中心定位后在
 ——一批工件定位基准的最大变化量
——一批工件定位基准的最大变化量  ——工件孔径的最大变化量; 自动控制网www.eadianqi.com版权所有
——工件孔径的最大变化量; 自动控制网www.eadianqi.com版权所有  ——心轴直径的变化量。
——心轴直径的变化量。 
 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有  和
和 ,分析计算定位误差(忽略D面对C面得垂直误差)。 本文来自www.eadianqi.com
,分析计算定位误差(忽略D面对C面得垂直误差)。 本文来自www.eadianqi.com 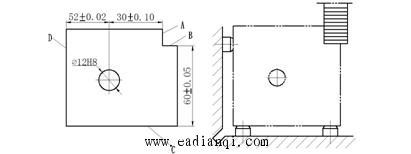
 (平面C与支承钉接触不产生位移)
(平面C与支承钉接触不产生位移) 
 ,定位基准是D面,故基准不重合,二者以尺寸
,定位基准是D面,故基准不重合,二者以尺寸 相联系,则一批工件的工序基准在加工尺寸
相联系,则一批工件的工序基准在加工尺寸

 定位加工孔
定位加工孔 ,定位销为
,定位销为 ,要求保证尺
,要求保证尺 ,计算定位误差。
,计算定位误差。 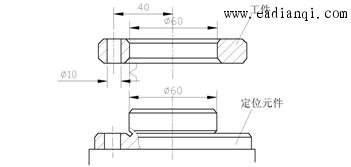


 定位,加工
定位,加工 孔、已知
孔、已知 ,
, ,
, ,
, ,求加工尺寸
,求加工尺寸 的定位误差。
的定位误差。 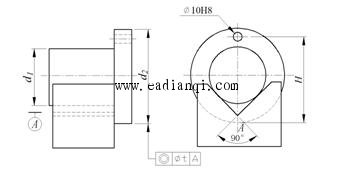
 外圆的母线
外圆的母线 上。
上。 

