|
1.六点定则
任何一个工件,如果对其不加任何限制,那么,它的位置都是不确定的。这种位置的不确定性,放在空间直角坐标系描述,具有六个自由度。即:沿想
自动控制网www.eadianqi.com版权所有
图3 工件的六个自由度 本文来自www.eadianqi.com
工件的定位,就是使得工件占据一定的正确位置,实质上是限制工件的六个自由度。如图4所示,在空间直角坐标系的
图4 定位支承点分布 本文来自www.eadianqi.com 在分析工件的定位时,通常是用一个支承点限制工件的一个自由度,用合理分布的六个支承点限制工件的六个自由度,使工件的位置完全确定的原则就是“六点定则”。 自动控制网www.eadianqi.com版权所有 需要注意的是,底面布置的三个支承点不能再一条直线上,且三个支承点所形成的三角的面积越大越好。侧面上两支承点所形成的连线不能垂直于三点所形成的平面,且两点的连线越长越好。 自动控制网www.eadianqi.com版权所有 “六点定则”可用于任何形状、任何类型的工件,具有普遍的意义。无论工件的形状和结构有何不同,它们的六个自由度都可以用六个支承点限制,只是六个支承点的分布形式不同罢了。在夹具结构中,支承点是以定位元件来体现的。 自动控制网www.eadianqi.com版权所有 2.限制工件自由度与加工要求的关系 本文来自www.eadianqi.com 工件应被限制的自由度与工件被加工面的位置要求存在对应关系。工件应被限制的自由度数目与工件被加工面存在几个方位的位置要求有相应的关系。当被加工面只有一个方向的位置要求时,需要限制工件的三个自由度。当被加工面有两个方向的位置要求时,需要限制工件的五个自由度。当被加工面有三个方向的位置要求时,需要限制工件的六个自由度。另外,为确保被加工要素对基准要素的距离尺寸要求,所限制的自由度与工件定位基准的形状有关,而位置公差要求所限制的自由度却与被加工要素及基准要素的形状均有关系。具体确定方法是:独立拟出确保各单项距离尺寸或位置公差要求而限制的自由度后,再按综合叠加但不重复的方法便可得到确保多项精度要求应限制的自由度。 本文来自www.eadianqi.com
例如图5所示,在工件上铣键槽,它有两个方位的位置要求,为保证键槽底面与A面的距离尺寸及平行度要求,必须限制
图5 在工件上铣键槽 本文来自www.eadianqi.com 工件的六个自由度都被限制的定位称为完全定位。 本文来自www.eadianqi.com 工件被限制的自由度少于六个,但能满足要求的定位称为不完全定位。 自动控制网www.eadianqi.com版权所有 根据加工要求应限制的自由度没有被限制的定位称为欠定位,欠定位是不允许的,因为欠定位不能保证工件的加工要求。 自动控制网www.eadianqi.com版权所有
如图5在工件上铣键槽,如果 3.正确处理重复定位 自动控制网www.eadianqi.com版权所有 两个或两个以上的定位元件同时限制同一个自由度称为重复定位。 自动控制网www.eadianqi.com版权所有
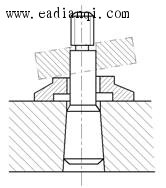
图6为插齿时常有的夹具。工件3以内孔在轴心1定位,限制工件 防止重复定位的方法有以下两种。 本文来自www.eadianqi.com 1)改变定位装置结构 本文来自www.eadianqi.com
如图8所示,使用球面垫圈,去掉重复限制
本文来自www.eadianqi.com 图6 插齿夹具 本文来自www.eadianqi.com
本文来自www.eadianqi.com
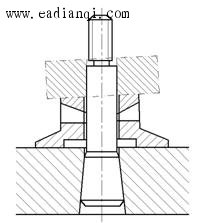
图7 内孔与端面垂直度误差 自动控制网www.eadianqi.com版权所有 较大时齿坯定位情况 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com 图8 改变定位装置结构避免重复定位 自动控制网www.eadianqi.com版权所有 定位装置的结构改变后,即使齿坯内孔的垂直度误差较大,工件或心轴也不会在夹紧力的作用下变形。但增加球面垫圈后,夹具的结构复杂了,结构刚度也差了。 自动控制网www.eadianqi.com版权所有
2)提高工件定位基准之间与定位元件之间的位置精度。 本文来自www.eadianqi.com
在图7所示夹具中,如果齿坯内孔与端面的垂直度误差与夹具心轴与凸台的垂直度误差之和,小于或等于心轴与齿坯内孔之间的间隙,那么,工件在夹具上定位时,就不会出现图7的情况。但工件或心轴就不会在夹紧力的作用下变形,而且定位精度高、刚度好,因此,这种定位方式在生产实践中应用比较广泛。 本文来自www.eadianqi.com 由于齿坯内孔与端面可在同一次装夹中车出。垂直度误差很小,心轴的制造精度更高,所以,在插齿和滚齿夹具上,都采用图6所示的方法。 本文来自www.eadianqi.com
由上面例子可知,在工件定位时,重复定位往往用于细长件、薄壁件或以大平面定位的情况,但要用其利、避其害,注意避免或减少重复定位的不利影响。 本文来自www.eadianqi.com |
 、
、 、
、 轴的移动自由度,或绕
轴的移动自由度,或绕 、
、 、
、 表示沿
表示沿 、
、 、
、 表示绕
表示绕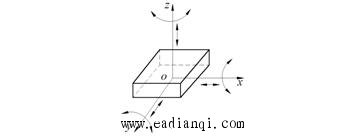
 面上布置三个支承点1、2、3,使工件的底面与三点保持接触,则这三点就限制了工件的
面上布置三个支承点1、2、3,使工件的底面与三点保持接触,则这三点就限制了工件的 面上布置两个支承点与工件接触,就限制了工件的
面上布置两个支承点与工件接触,就限制了工件的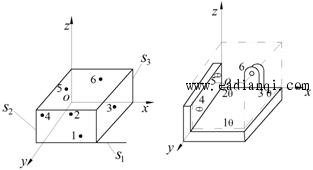 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有 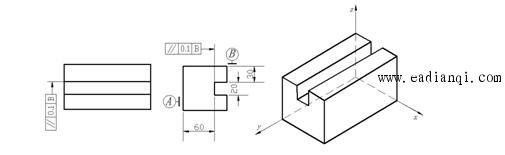 本文来自www.eadianqi.com
本文来自www.eadianqi.com  面的距离尺寸要求;如果
面的距离尺寸要求;如果 或
或 没有被限制,就不能保证键槽底面与
没有被限制,就不能保证键槽底面与