|
ИљОнЖЈЮЛЕФЬиЕуВЛЭЌЃЌЙЄМўдкЛњДВЩЯЕФЖЈЮЛвЛАугаШ§жжЗНЗЈЃКжБНгеве§ЗЈЁЂЛЎЯпеве§ЗЈКЭМаОпАВзАЗЈЁЃ
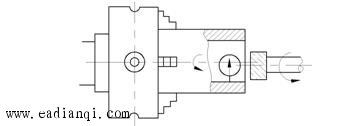
ЃЈ1ЃЉжБНгеве§ЗЈ здЖЏПижЦЭјwww.eadianqi.comАцШЈЫљга ЙЄМўЖЈЮЛЪБЃЌгУСПОпЛђСПвЧжБНгеве§ЙЄМўЩЯФГвЛБэУцЃЌЪЙЙЄМўДІгке§ШЗЕФЮЛжУЃЌГЦЮЊжБНгеве§зАМаЁЃдкетжжзАМаЗНЪНжаЃЌБЛеве§ЕФБэУцОЭЪЧЙЄМўЕФЖЈЮЛЛљзМЁЃ БОЮФРДздwww.eadianqi.com ШчЭМ1ЫљЪОЕФЬзЭВСуМўЃЌЮЊБЃжЄФЅПзЪБЕФМгЙЄгрСПОљдШЃЌЯШНЋЬзЭВдЄМадкЫФзІ gЖЏПЈХЬжаЃЌгУЛЎЯпЛђАйЗжБэеве§ФкПзБэУцЃЌЪЙЦфжсЯпгыЦфЛизЊжааФЭЌжсЃЌШЛКѓМаНєЙЄМўЁЃДЫЪБЖЈЮЛЛљзМОЭЪЧФкПзЖјВЛЪЧжЇГаБэУцЭтдВЁЃ здЖЏПижЦЭјwww.eadianqi.comАцШЈЫљга
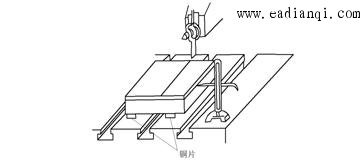
ЭМ1ЁЁжБНгеве§зАМа здЖЏПижЦЭјwww.eadianqi.comАцШЈЫљга ЃЈ2ЃЉЛЎЯпеве§ЗЈ здЖЏПижЦЭјwww.eadianqi.comАцШЈЫљга етжжзАМаЗНЪНЪЧЯШАДМгЙЄБэУцЕФвЊЧѓдкЙЄМўЩЯЛЎЯпЃЌМгЙЄЪБдкЛњДВЩЯАДЯпеве§вдЛёЕУЙЄМўЕФе§ШЗЮЛжУЁЃ здЖЏПижЦЭјwww.eadianqi.comАцШЈЫљга ЭМ2ЫљЪОЮЊдкХЃЭЗХйДВЩЯАДЛЎЯпеве§зАМаЁЃеве§ЪБПЩдкЙЄМўЕзУцЕцЩЯЪЪЕБЕФжНЦЌЛђЭЦЌвдЛёЕУе§ШЗЕФЮЛжУЃЌвВПЩНЋЙЄМўжЇГадкМИИіЧЇНяЖЅЩЯЃЌЭЈЙ§ЕїећЧЇНяЖЅЕФИпЕЭвдЛёЕУЙЄМўЕФе§ШЗЮЛжУЁЃДЫЪБжЇГаЙЄМўЕФЕзУцВЛЦ№жЇГазїгУЃЌЖЈЮЛЛљзММДЮЊЫљЛЎЕФЯпЁЃ здЖЏПижЦЭјwww.eadianqi.comАцШЈЫљга ДЫЗЈЛЎЯпОЋЖШЕФЯожЦЃЌЖЈЮЛОЋЖШБШНЯЕЭЃЌЖргУгкХњСПНЯаЁЁЂУЋХїОЋЖШНЯЕЭвдМАДѓаЭСуМўЕФДжМгЙЄжаЁЃ здЖЏПижЦЭјwww.eadianqi.comАцШЈЫљга
БОЮФРДздwww.eadianqi.com ЭМ2ЁЁЛЎЯпеве§зАМа здЖЏПижЦЭјwww.eadianqi.comАцШЈЫљга ЃЈ3ЃЉдкМаОпЩЯЖЈЮЛ здЖЏПижЦЭјwww.eadianqi.comАцШЈЫљга ЛњДВМаОпЪЧжИдкЛњаЕМгЙЄЙЄвеЙ§ГЬжагУвдзАМаЙЄМўЕФЛњДВИНМгзАжУЁЃГЃгУЕФгаЭЈгУМаОпКЭзЈгУМаОпСНжжЁЃГЕДВЕФШ§зІздЖЈаФПЈХЬКЭЯГДВгУЦНПкЬЈЛЂЧЏБуЪЧзюГЃгУЕФЭЈгУМаОпЁЃ здЖЏПижЦЭјwww.eadianqi.comАцШЈЫљга ЪЙгУМаОпАВзАЩњВњТЪИпЁЂЖЈЮЛОЋЖШКУЃЌЙуЗКгУгкГЩХњвдЩЯЩњВњКЭЕЅМўаЁХњСПЕФЙиМќЙЄађжаЁЃ БОЮФРДздwww.eadianqi.com |