|
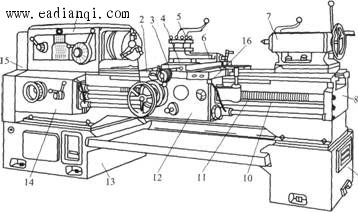
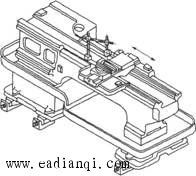
车床在使用过程中,其零部件会产生磨损、变形、断裂和蚀损等,当某些零件磨损而失去原有的精度和功能时,车床就会出现故障,甚至导致整机丧失使用价值,为了恢复其精度和功能,就需要对车床进行修理。 自动控制网www.eadianqi.com版权所有 卧式车床是车床中分布最广、用户最多的一种机械加工设备,同时它又是同类机床中型号最多的。例如,C620-1型车床,由于进行多次改进和改型,陆续出现了很多变型产品,如C620A型、C620JX型、C620—1M型、C620—1B型、C620—3型、C6140型、CW6140型、C6140B型、CA6140型、CM6140型和CF6140型等。其中CA6140型是目前比较典型的卧式车床,也是使用最普遍的一种,以它为基型,还派生出了许多型号的卧式车床,如CA6150型、CA6240型和CA6250型等。由于这些车床的整体结构与CA6140型基本一致,其故障的特征和原因也基本相同,因此,如果把CA6140型车床的结构和维修问题搞清楚了,则其他各种型号和规格的卧式车床与其大同小异,可以参考,故本章仅对CA6140型卧式车床进行阐述。 本文来自www.eadianqi.com 一、CA6140型卧式车床的结构 本文来自www.eadianqi.com CA6140型卧式车床外形如图1所示,主要组成部分如下。 自动控制网www.eadianqi.com版权所有 1.主轴箱 本文来自www.eadianqi.com 它固定在床身8的左上部,其主要功能是支承主轴,使主轴带动工件按规定转速旋转,以实现主运动。 本文来自www.eadianqi.com
自动控制网www.eadianqi.com版权所有
图1 CA6140型卧式车床的组成 自动控制网www.eadianqi.com版权所有
1-主轴箱;2-床鞍;3-中滑板;4-转盘;5-方刀架;6-小滑板;7-尾座; 自动控制网www.eadianqi.com版权所有 8-床身;9-右床脚;l0-光杠;11-丝杠;12-溜板箱;13-左床脚; 本文来自www.eadianqi.com 14-进给箱;15-交换齿轮架;16-操纵手柄 自动控制网www.eadianqi.com版权所有 2.滑板部件 自动控制网www.eadianqi.com版权所有 它由床鞍2、中滑板3、转盘4、小滑板6和方刀架5等组成。其主要功能是安装车刀,并使车刀作进给运动和辅助运动。床鞍2可沿床身上的导轨作纵向移动,中滑板3可沿床鞍上的燕尾形导轨作横向移动,转盘4可使小滑板和方刀架转动一定角度。用手摇小滑板使刀架作斜向移动,以车削锥度大的短圆锥体。 自动控制网www.eadianqi.com版权所有 3.进给箱 本文来自www.eadianqi.com
它固定在床身的左前侧,是进给系统的变速机构。其主要功能是改变被加工螺纹的螺距或机动进给的进给量。 自动控制网www.eadianqi.com版权所有 4.溜板箱 自动控制网www.eadianqi.com版权所有 它固定在床鞍2的底部,与滑板部件合称为溜板部件,可带动刀架一起运动。实际上刀架的运动是由主轴箱传出的,经交换齿轮架15、进给箱14、光杠10(或丝杠11)、溜板箱12并经溜板箱内的控制机构,接通或断开刀架的纵、横向进给运动或快速移动或车削螺纹运动。 自动控制网www.eadianqi.com版权所有 5.尾座 自动控制网www.eadianqi.com版权所有
它装在床身的昆虞导轨上,可沿此导轨作纵向调整移动并夹爨在需要的位置上。其主要功能是用顶尖支承工件。尾座还可以相对于底座作横向位置调整,便于车小锥度的长锥体。尾座套筒内也可以安装钻头、铰刀等孔加工工具。. 自动控制网www.eadianqi.com版权所有 6.床身 本文来自www.eadianqi.com 床身固定在左、右床脚13和9上,是构成整个机床的基础。在床身上安装机床的各部件,并使它们在工作时保持准确的位置。床身也是机床的基本支承体。 本文来自www.eadianqi.com 二、CA6140型卧式车床的故障处理 本文来自www.eadianqi.com 机床通过一段时间的工作后,各种各样的故障会不断出现,造成这些故障的原因很多,如零件的自然磨损、零件的材质不良、部件组装不当、操作不按规程等都会引发故障的产生。由于引发故障的原因错综复杂,任何一本技术资料都不可能把各种故障全部详细地列出来,也不可能把各种故障的排除方法全面详细地列出来。检修人员只有系统地学习基础知识,根据机床的构造原理,结合典型故障的分析处理模式,用推理和综合分析的方法来解决各类故障。这里仅对CA6140型车床的一些常见故障进行具体的分析讲解,为了便于读者系统地了解各类故障,将从以下三个方面分别讲述各种故障的产生原因及排除方法。 本文来自www.eadianqi.com 1.影响工件表面加工精度的故障 自动控制网www.eadianqi.com版权所有 1)车削外圆尺寸精度达不到要求 自动控制网www.eadianqi.com版权所有 【故障原因分析】 自动控制网www.eadianqi.com版权所有 ①操作者看错图样或刻度盘使用不当。 本文来自www.eadianqi.com ②车削时盲目吃刀,没有进行试切削。 本文来自www.eadianqi.com ③量具本身有误差或测量不正确。 自动控制网www.eadianqi.com版权所有 ④由于切削热的影响,使工件尺寸发生变化。 本文来自www.eadianqi.com
【故障排除与检修】 本文来自www.eadianqi.com ①车削时必须看清图样尺寸要求,正确使用刻度盘,看清刻度数值。 本文来自www.eadianqi.com ②根据加工余量放出背吃刀量,进行试切削,然后修正背吃刀量。 本文来自www.eadianqi.com ③量具使用前,必须仔细检查和调整零位,正确掌握测量方法,实施首件检查制度,避免批量报废。 自动控制网www.eadianqi.com版权所有 ④不能在工件温度较高时测量,如果测量,应先掌握工件的收缩情况。也可在车削时浇注切削液,降低工件的温度。 自动控制网www.eadianqi.com版权所有 2)车削圆工件表面粗糙度达不到要求 本文来自www.eadianqi.com 【故障原因分析】 自动控制网www.eadianqi.com版权所有 ①车床刚性不足,如滑板的镶条过松,传动件(如带轮)不平衡或主轴太松引起振动。 本文来自www.eadianqi.com
②车刀刚性不足引起松动。 自动控制网www.eadianqi.com版权所有 ③工件刚性不足引起松动。 本文来自www.eadianqi.com ④车刀几何形状不正确,如选用过小的前角、主偏角和后角。 本文来自www.eadianqi.com ⑤低速切削时,没有加切削液。 自动控制网www.eadianqi.com版权所有 ⑥切削用量选择不合适。 本文来自www.eadianqi.com ⑦切屑拉毛已加工的表面。 本文来自www.eadianqi.com 【故障排除与检修】 本文来自www.eadianqi.com ①消除或防止由于车床刚性不足而引起的不平衡或松动,正确调整车床各部分的间隙。 本文来自www.eadianqi.com ②增加车刀的刚性和正确安装车刀。 本文来自www.eadianqi.com ③增加工件的安装刚性。 本文来自www.eadianqi.com ④选择合理的车刀角度(如适当增加前角,选择合理的后角,用油石研磨切削刃),降低切削刃表面粗糙度值。 自动控制网www.eadianqi.com版权所有 ⑤低速切削时,应加切削液。 自动控制网www.eadianqi.com版权所有
⑥进给量不宜太大,精车余量和切削速度要选择适当。 本文来自www.eadianqi.com ⑦控制切屑的形状和排出的方向。 自动控制网www.eadianqi.com版权所有 3)车削工件时出现椭圆或棱圆(即多棱形) 本文来自www.eadianqi.com
【故障原因分析】 本文来自www.eadianqi.com ①主轴的轴承间隙过大。 自动控制网www.eadianqi.com版权所有 ②主轴轴承磨损。 自动控制网www.eadianqi.com版权所有 ③滑动轴承的主轴轴颈磨损或椭圆度过大。 本文来自www.eadianqi.com ④主轴轴承套的外径或主轴箱体的轴孑L呈椭圆,或相互配合间隙过大。 本文来自www.eadianqi.com ⑤卡盘后面的连接盘的内孔、螺纹配合松动。 本文来自www.eadianqi.com ⑥毛坯余量不均匀,在切削过程中吃刀量发生变化。 本文来自www.eadianqi.com ⑦工件用两顶尖安装时,中心孑L接触不良,或后顶尖顶得不紧,以及可使用的回转顶尖产生扭动。 本文来自www.eadianqi.com ⑧前顶尖锥圆跳动。 自动控制网www.eadianqi.com版权所有
【故障排除与检修】 本文来自www.eadianqi.com ①调整轴承的问隙。主轴轴承间隙过大直接影响加工精度,主轴的旋转精度有径向跳动及轴向窜动两种,径向跳动由主轴的前后双列向心短圆柱滚子轴承保证。在一般情况下调整前轴承即可。如径向跳动仍达不到要求,就要对后轴承进行同样的调整。调整后应进行1h的高速空转运转试验,主轴轴承温度不得超过70℃,否则应稍松开一点螺母。 本文来自www.eadianqi.com ②更换滚动轴承。 自动控制网www.eadianqi.com版权所有 ③修磨轴颈或重新刮研轴承。 本文来自www.eadianqi.com
④可更换轴承外套或修正主轴箱的轴孑L。 自动控制网www.eadianqi.com版权所有
⑤重新修配卡盘后面的连接盘。 本文来自www.eadianqi.com ⑥在此道工序前增加一道或两道粗车工序,使毛坯余量基本均匀,以减小复映误差,再进行此道工序加工。 自动控制网www.eadianqi.com版权所有 ⑦工件在两顶尖间安装必须松紧适当。发现回转顶尖产生扭动,必须及时修理或更换。 本文来自www.eadianqi.com ⑧检查、更换前顶尖,或把前顶尖锥面修车一刀,然后再安装工件。 本文来自www.eadianqi.com 4)车削时工件出现锥度 本文来自www.eadianqi.com 【故障原因分析】 自动控制网www.eadianqi.com版权所有
①用卡盘安装工件纵进给车削时,产生锥度是由于主轴轴心线在水平面和垂直面上相对溜板移动导轨的平行度超差。 自动控制网www.eadianqi.com版权所有 ②车床安装时使床身扭陆,或调整垫铁松动,引起导轨精度发生变化。 本文来自www.eadianqi.com ③床身导轨面严重磨损,主要的三项精度均已超差:导轨在水平面内的直线度超差;由于棱形导轨和平导轨磨损量不等,使溜板移动时产生倾斜误差;导轨在垂直面内的直线度超差。 本文来自www.eadianqi.com
④用一夹一顶或两顶尖安装工件时,由于后顶尖不在主轴的轴线上,或前、后顶尖不等高及前后偏移。 本文来自www.eadianqi.com ⑤用小滑板车外圆时产生锥度,是小滑板的位置不正,即小滑板的刻线没有与中滑板的零线对准。 本文来自www.eadianqi.com
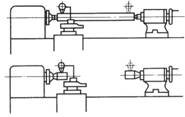
⑥工件安装时悬臂较长,车削时因径向切削力影响使前端让开,产生锥度。 自动控制网www.eadianqi.com版权所有 ⑦由于主轴箱温升过高,引起机床热变形。 本文来自www.eadianqi.com ⑧切削刃不耐磨,中途逐渐磨损,引起工件呈锥形。刀具的影响虽不属车床本身的原因,但这个因素绝不可忽视。 本文来自www.eadianqi.com 【故障排除与检修】 本文来自www.eadianqi.com ①必须重新检查并调整主轴箱安装位置和刮研修正导轨。 本文来自www.eadianqi.com a.检查主轴锥孔中心线和尾座顶尖套锥孔中心线对溜板移动的等高度。对于CA6140型卧式车床允差为0.06mm,并且只可尾座高,如图2所示。用百分表及磁性表架、检验棒、6号和5号莫氏锥柄顶尖各一件,移动溜板,在检验棒两端处的上母线上检测。 自动控制网www.eadianqi.com版权所有
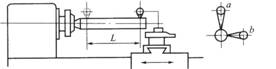
b.检查溜板移动对主轴中心线的平行度,如图3所示。在300mm的测量长度上,在a母线上测量允差为0.03mm,只允许伸出的一端向上翘,在b母线上测量允差为0.015mm,只允许伸出端向操作方面偏。 本文来自www.eadianqi.com
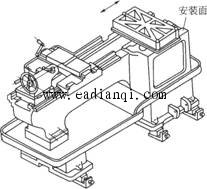
本文来自www.eadianqi.com 图2 溜板移动的等高度检测 图3 溜板移动对主轴中心线的平行度 自动控制网www.eadianqi.com版权所有 c.若上述两项检查测得的数值超过允差值,即可考虑进行修复。修理方法如图4所示,利用刮刀和刮研平板来修刮主轴箱的安装面,以尾座顶尖套锥孔中心线为基础,通过修刮和调整,使这两项精度均达到要求。 本文来自www.eadianqi.com ②必须检查并调整床身导轨的倾斜值。 自动控制网www.eadianqi.com版权所有 a.检查溜板移动时的倾斜值,按规定在溜板每1000mm行程上允差为0.03mm/1000mm;溜板全部行程小于或等于500mm,允差为0.02mm/1000mm。 自动控制网www.eadianqi.com版权所有 b.若上述检查测得的倾斜值超差,则可通过调整垫块和紧固地脚螺栓来使倾斜值符合要求;如果地脚螺栓与车床基础间发生松动,就需清理基础,重新预埋地脚螺栓。 本文来自www.eadianqi.com ③刮研导轨甚至用导轨磨床磨削导轨以恢复这三项主要精度,使之达到标准。这已属于大修或项修的范畴了。 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有 图4 刮削主轴箱安装面 自动控制网www.eadianqi.com版权所有 ④可调整尾座偏移量,使顶尖对准主轴中心线,调整尾座两侧的横向螺钉以及调整尾座底座的高度,用垫片来补偿尾座底座的磨损或刮研底座来使前、后顶尖等高。 本文来自www.eadianqi.com ⑤使用小滑板车外圆,必须事先检查小滑板上的刻线是否与中滑板的零线对准。 本文来自www.eadianqi.com
⑥尽量减小工件的伸出长度,或另一端用尾座顶尖支顶,增加工件的安装刚性。 自动控制网www.eadianqi.com版权所有
⑦检查并解决引起主轴箱温升的各种情况。 自动控制网www.eadianqi.com版权所有 a.检查所用润滑油是否合适,应选用L—AN46全损耗系统用润滑油,应按要求定期换油,各箱的油面不低于油标中心线。检查主轴箱油窗是否来油。 本文来自www.eadianqi.com
b.检查主轴前轴承润滑油的供油量,供油量过多时,轴承不但不能冷却润滑,反而会因严重的搅拌现象而使轴承发热。当然,供油量过少时,温度也会上升。 自动控制网www.eadianqi.com版权所有 C.按规定要求调整主轴。 自动控制网www.eadianqi.com版权所有 ⑧及时修正刀具,正确选择刀具材料、主轴转速和进给量。 自动控制网www.eadianqi.com版权所有 5)精车圆柱表面时出现混乱的波纹 自动控制网www.eadianqi.com版权所有 【故障原因分析】 自动控制网www.eadianqi.com版权所有 ①主轴的轴向游隙超差。 本文来自www.eadianqi.com ②主轴滚动轴承滚道磨损,某粒滚珠磨损,或间隙过大 自动控制网www.eadianqi.com版权所有 ③主轴的滚动轴承外圈与主轴箱主轴孔的间隙过大。 自动控制网www.eadianqi.com版权所有 ④用卡盘夹持工件切削时,因卡盘后面的连接盘磨损而与主轴配合松动,使工件在车削中不稳定;或卡爪呈喇叭孔形状,使工件夹紧不牢。 本文来自www.eadianqi.com ⑤溜板(即床鞍、中滑板、小滑板)的滑动表面之间间隙过大。 本文来自www.eadianqi.com ⑥刀架在夹紧车刀时发生变形,刀架底面与小滑板表面的接触不良。 本文来自www.eadianqi.com ⑦使用尾座顶尖车削时,尾座顶尖套夹紧不稳固,或回转顶尖的轴承滚道磨损,间隙过大。 自动控制网www.eadianqi.com版权所有 ⑧进给箱、溜板箱、托架的三支承不同轴,转动时有卡阻现象。 本文来自www.eadianqi.com
【故障排除与检修】 本文来自www.eadianqi.com ①可调整主轴后端的推力轴承的间隙。 自动控制网www.eadianqi.com版权所有 ②应调整或更换主轴的滚动轴承,并加强润滑。 本文来自www.eadianqi.com ③用千分尺、气缸表等检查主轴孔。圆度允差为0.012mm,圆柱度允差为0.Olmm,前、后轴孔的同轴度允差为0.015mm,轴承外圈与主轴孔的配合过盈量为0~o.02mm。如果主轴孔的圆度、圆柱度等已超差,必须先设法刮圆、刮直,然后再采用局部镀镍等方法,以达到与新的滚动轴承外圈的配合要求。如果超差值过大无法用局部镀镍的方法修复,则可采用镗孔镶套的办法予以解决。 自动控制网www.eadianqi.com版权所有 ④可先行并紧卡盘后面的连接盘及安装卡盘的螺钉,如不见效,再改变工件的夹持方法,即用尾座支持住进行切削,如乱纹消失,即可肯定是由于卡盘后面的连接盘的磨损所致,这时可按主轴的定心轴颈配作新的卡盘连接盘。如果是卡爪呈喇叭孔时,一般用加垫铜皮的方法即可解决。 自动控制网www.eadianqi.com版权所有 ⑤调整床鞍、中滑板、小滑板的镶条和压板到合适的配合,使之移动平稳、轻便,用0.04mm塞尺检查时插入深度应小于或等于lOmm,以克服由于溜板在床身导轨上纵向移动时受齿轮一齿条及切削力的倾覆力矩的影响而沿导轨面跳跃的缺陷。 自动控制网www.eadianqi.com版权所有
⑥在夹紧刀具后用涂色法检查方刀架底面与小滑板接合面的接触精度,应保证方刀架在夹紧刀具时仍保持与它均匀地全面接触,否则应用刮研法予以修正。 自动控制网www.eadianqi.com版权所有 ⑦应先检查顶尖套是否夹紧了,如不是此原因,则应检查顶尖套与尾座体的配合以及夹紧装置是否配合合适,如果确定顶尖套与尾座体的配合过松,则应对尾座进行修理,研磨尾座体孔,顶尖套镀铬后精磨与之相配,间隙控制在0.015~0.025mm之间,回转顶尖有间距则更换回转顶尖。 自动控制网www.eadianqi.com版权所有 ⑧找正光杠、丝杠与床身导轨的平行度,校正托架的安装位置,调整进给箱、溜板箱、托架三支承的同轴度,使床鞍在移动时无卡阻现象。 本文来自www.eadianqi.com
6)用方刀架进刀精车锥孔时呈喇叭形(抛物线形)或表面粗糙度值大 本文来自www.eadianqi.com 【故障原因分析】 本文来自www.eadianqi.com
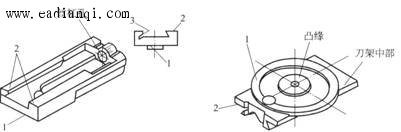
①方刀架的移动燕尾导轨直线度超差。 自动控制网www.eadianqi.com版权所有 ②方刀架移动对主轴中心线平行度超差。 自动控制网www.eadianqi.com版权所有 ③主轴径向回转精度不高。 本文来自www.eadianqi.com 【故障排除与检修】 本文来自www.eadianqi.com 上述①、②两项故障的排除方法如下。 自动控制网www.eadianqi.com版权所有 ①在刮研平板上刮研小滑板表面2(图5),平面度允差为0.02mm,可用小滑板表面2与平板涂色研点,接触度允差为0.02mm,接触点每25mm×25mm为10~12点,用0.03mm塞尺检查时插不进为合格。 本文来自www.eadianqi.com ②用小滑板与角度底座配合刮研刀架中部转盘的表面及小滑板的表面3(图5)。 自动控制网www.eadianqi.com版权所有 ③表面3的精刮与镶条的修复一起完成,如果燕尾导轨磨损、修刮,原镶条已不能使用时,除了更换新的镶条外,还可利用镶条进行修复,方法有两种:其一是在镶条的非滑动面(背面)上胶粘一层尼龙板、层压板或玻璃纤维板,以恢复其厚度;其二是将原镶条在大端方向焊接加长,镶条配置后应保持大端尚有必要的调整余量(10mm左右)。 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有 图5 小滑板 图6刀架中部转盘 本文来自www.eadianqi.com ④最后综合检查修复的质量。将镶条调节适当,小滑板底部的移动应无轻重现象,即使拉出刀架中部转盘的一半长度也不应有松动现象。 本文来自www.eadianqi.com ⑤如图6所示,以中滑板的表面为基准来刮研刀架中部转盘的表面1,并测量表面1相对于表面2的平行度,如图5-8所示。测量时,可使刀架中部转盘回转180。进行校核,平行度允差为0.03mm,接触面间用0.03mm塞尺检查,不得插入。 自动控制网www.eadianqi.com版权所有 ⑥刀架部件安装以后,按图7所示移动方刀架,测量它与主轴中心线的平行度。然后,把千分表顶在5号莫氏检验心轴的侧母线上校直,重刻“0”度线。方刀架对主轴中 本文来自www.eadianqi.com
心线的平行度在小滑板的全部行程上允差为0.04mm。 自动控制网www.eadianqi.com版权所有
上述故障原因③,可调整主轴轴承间隙,提高主轴回转精度予以解决。 自动控制网www.eadianqi.com版权所有
图7 测量刀架导轨的平行度 本文来自www.eadianqi.com
2.产生运动机械障碍的故障 自动控制网www.eadianqi.com版权所有
1)发生闷车现象 本文来自www.eadianqi.com 【故障原因分析】 自动控制网www.eadianqi.com版权所有 主轴在切削负荷较大时,出现了转速明显地低于标牌转速或者自动停车现象。故障产生的常见原因是由于主轴箱中的片式摩擦离合器的摩擦片间隙调整过大,或者摩擦片、摆杆、滑环等零件磨损严重。如果电动机的传动带调节过松也会出现这种情况。 自动控制网www.eadianqi.com版权所有 【故障排除与检修】 自动控制网www.eadianqi.com版权所有 首先应检查并调整电动机传动带的松紧程度,然后再调整摩擦离合器的摩擦片间隙。如果还不能解决问题,应检查相关件的磨损情况,如内、外摩擦片、摆杆、滑环等件的工作表面是否产生严重磨损。发现问题,应及时进行修理或更换。 本文来自www.eadianqi.com 2)发生切削自振现象 自动控制网www.eadianqi.com版权所有 【故障原因分析】 自动控制网www.eadianqi.com版权所有 用切槽刀切槽时,或者加工工件外圆切削负载较大时,在切削过程中会发生刀具相对工件的振动。切削自振现象的产生及其振动的强弱与设备切削系统的动刚度、工件的切削刚度及切削条件有关。当切削条件改变以后,切削自振现象仍然不能排除,主要应检查设备切削系统动刚度的下降情况。尤其主轴前轴承的径向间隙过大,溜板与床身导轨之间的接触面积过小等原因都容易产生这种现象。 自动控制网www.eadianqi.com版权所有
【故障排除与检修】 自动控制网www.eadianqi.com版权所有 首先要将主轴前轴承安装正确、间隙调整合适,使主轴锥孑L中心线的径向圆跳动值符合要求。在此基础上,再对溜板和床身导轨进行检查和刮修,提高其接触刚度。若还不能解决问题,应对切削系统相关零件的配合关系逐个进行检查,发现影响动刚度的因素,务必进行排除。 自动控制网www.eadianqi.com版权所有 3)车床纵向和横向机动进给动作开不出 本文来自www.eadianqi.com
【故障原因分析】 自动控制网www.eadianqi.com版权所有 此种情况是CA6140型车床机械结构造成的,在C620—3型车床上也有这种情况产生,而在C620—1型、C620—1B型车床上就不会产生这种现象。严格地讲,这种情况不能算故障,这是因为在CA6140型车床溜板箱内传动进给是要经过装在轴砌上的单向超越离合器(图7—10),这个超越离合器在正常机动进给时由光杠传来的运动通过超越离合器外环(即齿轮z56),按逆时针方向旋转,三个短圆柱滚子便楔紧在外环和星形体之间,外环通过滚子带动星形体一起转动,经过安全离合器7传至轴xxⅡ,这时操纵手柄扳到相应的位置,便可获得相应纵向、横向机动进给。如果主轴箱控制螺纹旋向的手柄放在左螺纹位置上,光杠为反转,超越离合器外环作顺时针方向旋转,于是就使滚子压缩弹簧而向楔形槽的宽端滚动,从而脱开外环与星体间的传动关系。此时超越离合器不传递力,车床纵向和横向的机动进给动作就开不出来。 本文来自www.eadianqi.com 【故障排除与检修】 自动控制网www.eadianqi.com版权所有
检查主轴箱上控制螺纹旋向的手柄实际所处位置,必须把该手柄放到右旋螺纹的位置上,车床的机动进给动作就可开出来。 自动控制网www.eadianqi.com版权所有 4)尾座锥孔内钻头、顶尖等顶不出来或钻头等锥柄受力后在锥孔内发生转动 本文来自www.eadianqi.com
【故障原因分析】 自动控制网www.eadianqi.com版权所有 ①尾座丝杠头部磨损。 本文来自www.eadianqi.com ②工具锥柄与尾座套筒锥孔的接触率低。 本文来自www.eadianqi.com 【故障排除与检修】 自动控制网www.eadianqi.com版权所有 ①烧焊加长尾座丝杠的头部。 自动控制网www.eadianqi.com版权所有 ②修磨尾座套筒的锥孔,涂色检查接触应靠近大端,接触应不低于工作长度的75%。或者是对尾座套筒实施改装,在锥孔后增加一个扁形槽(图8),使用锥柄后带扁尾的刀具,在这样的扁尾套筒内就不会出现转动的情况。当然对尾座丝杠的头部也要进行相应的改动,车成乒16mm×40mm尺寸,使得丝杠头部在使用时也能通过套筒中宽为18mm的扁形槽,把刀具顶出来。 本文来自www.eadianqi.com
本文来自www.eadianqi.com 图8 尾座套筒改装 本文来自www.eadianqi.com 5)溜板箱自动进给手柄容易脱开 自动控制网www.eadianqi.com版权所有 【故障原因分析】 自动控制网www.eadianqi.com版权所有 ①溜板箱内脱落蜗杆的压力弹簧调节过松。 自动控制网www.eadianqi.com版权所有 ②蜗杆托架上的控制板与杠杆的倾角磨损。 自动控制网www.eadianqi.com版权所有
③自动进给手柄的定位弹簧松动。 本文来自www.eadianqi.com 【故障排除与检修】 本文来自www.eadianqi.com ①调整脱落蜗杆可用特殊扳手松开螺母及弹簧(图7—36)。当蜗杆在进给量不大却自行脱落时,则应旋紧螺母以压紧弹簧,但绝不能把弹簧压得太紧,否则在车床过载时,蜗杆不能脱开而失去了它应有的作用,甚至造成车床损坏。 本文来自www.eadianqi.com
②将控制板进行焊补修复,并将挂钩处修锐。 自动控制网www.eadianqi.com版权所有 ③调紧弹簧,若定位孔磨损可铆补后更新打孔。 自动控制网www.eadianqi.com版权所有 3.润滑系统产生的故障 自动控制网www.eadianqi.com版权所有 1)主轴箱油窗不滴油 本文来自www.eadianqi.com
【故障原因分析】 本文来自www.eadianqi.com ①油箱内缺油或滤油器、油管堵塞。 本文来自www.eadianqi.com ②油泵磨损,压力过小或油量过小。 自动控制网www.eadianqi.com版权所有 ③进油管漏压。 本文来自www.eadianqi.com 【故障排除与检修】 本文来自www.eadianqi.com ①检查油箱里是否有润滑油;清洗滤油器(包括粗滤油器和精滤油器),疏通油管。 本文来自www.eadianqi.com
②检查修理或更换油泵。 本文来自www.eadianqi.com
③检查漏压点,拧紧管接头。 自动控制网www.eadianqi.com版权所有 2)主轴前法兰盘处漏油 本文来自www.eadianqi.com 【故障原因分析】 本文来自www.eadianqi.com
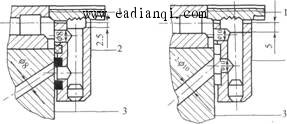
①法兰盘2回油孔与箱体3回油孔对不正(图9)。 自动控制网www.eadianqi.com版权所有 ②法兰盘2封油槽太浅使回油空间不够用,迫使油从旋转背帽1和法兰盘2间隙中流出来。 本文来自www.eadianqi.com
(a)修前 (b)修后 本文来自www.eadianqi.com 图9 主轴前法兰盘 本文来自www.eadianqi.com
1一旋转背帽;2一法兰盘;3一箱体 本文来自www.eadianqi.com 【故障排除与检修】 自动控制网www.eadianqi.com版权所有 ①使回油孔对正畅通。 本文来自www.eadianqi.com ②加深2064封油槽,从2.5mm加深至5mm;加大法兰盘上面的回油孔;箱体回油孔改两个;压盖上涂密封胶或安装纸垫。 自动控制网www.eadianqi.com版权所有 3)主轴箱手柄座轴端漏油 本文来自www.eadianqi.com 【故障原因分析】 本文来自www.eadianqi.com
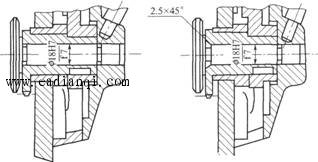
手柄轴在套中转动,轴与孔之间配合为Φ18H7/f7,油从配合间隙渗出来(图10)。 本文来自www.eadianqi.com
(a)修前 (b)修后 本文来自www.eadianqi.com 图10 主轴箱手柄座 自动控制网www.eadianqi.com版权所有 【故障排除与检修】 自动控制网www.eadianqi.com版权所有 将轴套内孔一端倒棱2.5×450,使已溅的油顺着倒棱流回箱体内。注意提高装配质量。 本文来自www.eadianqi.com |
 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有 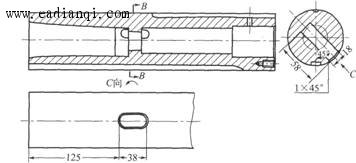
 本文来自www.eadianqi.com
本文来自www.eadianqi.com