|
1.数控机床编程的种类:在普通机床上加工零件的过程,通常编写在机械加工工艺卡片上,操作者按工艺卡片规定的“程序”加工零件。在自动机床上加工零件,通常利用凸轮靠模,机床自动地按凸轮或靠模规定的“程序”加工零件。在数控机床上加工零件时,要把待加工零件的全部工艺过程,工艺参数,以代码的形式记录在控制介质上,用控制介质上的信息来控制机床,实现程序编制。记录工艺过程、工艺参数的表格,称为“零件加工程序单”或简称“程序单”。 自动控制网www.eadianqi.com版权所有 程序编制可分为手工编程和自动编程两大类: 自动控制网www.eadianqi.com版权所有 (1)手工编程:手工编程基本有人工来完成数控机床程序编制的各个阶段工作。在点位或直线切削控制中,以及在轮廓控制中工件形状不十分复杂时都可以采用手工编程。 自动控制网www.eadianqi.com版权所有 手工编程包括如下的内容和步骤: 自动控制网www.eadianqi.com版权所有 1)分析零件图样。首先要分析零件的材料、形状、尺寸、精度以及毛坯形状及热处理等。通过分析,可以确定该零件是否适宜在数控机床上加工,以及适宜在哪种数控机床上加工。有时还要确定在某台数控机床上加工该零件的哪些工序或哪几个表面。 自动控制网www.eadianqi.com版权所有 2)确定工艺过程。在分析零件图样的基础上,确定零件的加工方法(如采用的工具夹、装夹定位方法等)和加工路线(包括对刀点,切削路线等),选定加工刀具并确定切削用量等工艺参数。 本文来自www.eadianqi.com 3)设计夹具。数控机床所用夹具大都是通用的,因此,在大多数情况下只是选用。对专用的夹具,编程人员可提出要求,由工艺人员或编程人员自己设计。 本文来自www.eadianqi.com 4)数值计算。工具零件图样和确定的加工路线,算出数控机床所需输入的数据。数值计算的复杂程度,取决于零件的复杂程度和数控系统的功能。对于电位控制的数控机床,往往无需数值计算。如果零件图样的坐标数据与数控系统要求输入的数据不同,只需要经过简单的换算就能满足要求。对于轮廓控制的数控机床,如果零件形状比较简单(如直线和圆弧组成的平面零件),而数控系统插补功能又与零件形状相符,并能实现刀具半径补偿时,数值计算也比较简单,仅需要算出零件轮廓相邻几何元素的交点或切点的坐标值。当零件形状比较复杂,并与数控系统的插补功能不一致时,就需要较复杂的数值计算过程。比如由二次曲线组成的平面零件,用仅具有直线插补功能的数控机床加工时,除了计算组成该零件轮廓相邻几何元素的交点和切点(基点)外,还要用直线逼近组成零件轮廓的所有几何元素,而且逼近误差要小于允许值,要求出相邻直线的交点(节点)同时还要算出刀具中心轨迹。对于这种情况,大都要借助计算机完成数值计算工作。 自动控制网www.eadianqi.com版权所有 5)编写程序单。根据计算出的加工路线数据和已确定的切削用量,结合数控系统对输入信息大要求,编写零件加工程序单。编写程序时,还要了解数控机床加工零件的过程,以便填入必要的工艺指令,如机床启停,加工中暂停等。 本文来自www.eadianqi.com
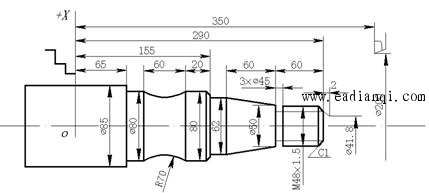
6)程序输入。现在常采用键盘直接输入、软盘或硬盘输入、或通过通讯接口输入。 自动控制网www.eadianqi.com版权所有 7)校对检查程序。检查由于计算和编写程序单造成的错误等。 本文来自www.eadianqi.com 8)首件加工。程序校验加速后,必须在机床上试加工。如果加工出来的零件不合格,需修改程序再试,直到加工出满足图样要求的零件为止。 本文来自www.eadianqi.com (2)自动编程:在加工工件形状复杂,特别是涉及三坐标的立体形状时,刀具运动轨迹的计算是非常繁琐的,通常采用计算机自动编制加工程序,这种编制方式称为自动编程。 本文来自www.eadianqi.com 按编程系统与数控系统的关系,自动编程可分为离线程序编制(脱开数控系统,由单独的程序自动编制系统进行编程)与在线程序编制(数控系统与程序自动编制系统连接在一起)两种方式。离线程序编制可为数台数控机床进行加工程序编制,一般有较多的编程功能,编程不占用机床工作时间。在线编程是把离线编程机的许多功能移植到数控系统中。显而易见,自动编程具有劳动强度低,编程时间短,程序精度高的优点。 自动控制网www.eadianqi.com版权所有 2.数控加工程序示例:在数控机床上加工工件时,要把加工工件的全部工艺过程、工艺参数和位移数据,以数控指令及参数的形式描述出来,这种描述就是加工程序(简称为程序)。编制好的程序通过相应的操作,输入到数控系统的工件程序存储区。下面以数控车削加工程序为例说明数控程序的基本结构。 自动控制网www.eadianqi.com版权所有 图1所示零件需要精车。其中Ф85外圆不加工。毛坯Ф85mm×340mm棒料,材料45钢。 本文来自www.eadianqi.com
图1 加工零件 自动控制网www.eadianqi.com版权所有 以Ф85外圆为基准,用三爪自定心卡盘夹持,自右向左进行轮廓加工。加工顺序: 自动控制网www.eadianqi.com版权所有 倒角→车螺纹外圆→车锥面→车Ф62外圆→倒角→车Ф80外圆→车R70圆弧→车Ф80外圆→切槽→车螺纹。 自动控制网www.eadianqi.com版权所有
根据加工要求选择三把刀具:T01车外圆,T02切槽,T03车螺纹。加工程序见表1。 自动控制网www.eadianqi.com版权所有 以卡盘前端面中心O为加工原点,设点A(X200,Z350)为换刀点。其余工艺内容此处从略。 本文来自www.eadianqi.com 表1 加工程序 本文来自www.eadianqi.com
|
 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有