|
1.箱体零件机械加工工艺过程:箱体零件的结构复杂,加工部位多,依其批量大小和各厂的实际条件,其加工方法是不同的。表1为某车床主轴箱(图1)小批生产的机械加工工艺过程,表1为某车床主轴箱(图1)的大批生产工艺过程。
2.箱体类零件机械加工工艺过程分析:从上面二表所列的箱体加工工艺过程可以看出,不同批量箱体加工的工艺过程,既有其共性,也有其特性。 本文来自www.eadianqi.com
(1)拟定箱体工艺过程的共同性原则: 本文来自www.eadianqi.com
1)加工顺序为先面后孔。以加工好的平面定位,再来加工孔。因为箱体的孔比平面加工困难得多,先以孔为粗基准加工平面,再以平面为精基准加工孔。这样不仅为孔的加工提供了稳定可靠的精基准,同时可使孔的加工余量较为均匀;并且,由于箱体上的孔大都分布在箱体的平面上,先加工平面,切除了铸件表面的凹凸不平和夹砂等缺陷。对孔的加工较为有利;钻孔时,可减少钻头引偏;扩孔或铰孔时,可防止刀具崩刃;对刀调整也比较方便。 自动控制网www.eadianqi.com版权所有
表1 某主轴箱小批生产工艺过程 本文来自www.eadianqi.com
|
序号 本文来自www.eadianqi.com
|
工 序 内 容 自动控制网www.eadianqi.com版权所有
|
定位基准 本文来自www.eadianqi.com
|
|
1 本文来自www.eadianqi.com
|
铸造 本文来自www.eadianqi.com
|
自动控制网www.eadianqi.com版权所有
|
|
2 本文来自www.eadianqi.com
|
时效 自动控制网www.eadianqi.com版权所有
|
本文来自www.eadianqi.com
|
|
3 自动控制网www.eadianqi.com版权所有
|
涂底漆 自动控制网www.eadianqi.com版权所有
|
自动控制网www.eadianqi.com版权所有
|
|
4 自动控制网www.eadianqi.com版权所有
|
划线:主轴留有加工余量且尽量均匀。划C、A、E、D面加工线 自动控制网www.eadianqi.com版权所有
|
本文来自www.eadianqi.com
|
|
5 自动控制网www.eadianqi.com版权所有
|
粗、精加工顶面A 本文来自www.eadianqi.com
|
自动控制网www.eadianqi.com版权所有
|
|
6 本文来自www.eadianqi.com
|
粗、精加工及B、C面及侧面D 自动控制网www.eadianqi.com版权所有
|
顶面A并校正主轴孔 自动控制网www.eadianqi.com版权所有
|
|
序号 本文来自www.eadianqi.com
|
工 序 内 容 自动控制网www.eadianqi.com版权所有
|
定位基准 本文来自www.eadianqi.com
|
|
7 本文来自www.eadianqi.com
|
粗、精加工两端面E、F 自动控制网www.eadianqi.com版权所有
|
B、C面 自动控制网www.eadianqi.com版权所有
|
|
8 本文来自www.eadianqi.com
|
粗、半精加工各纵向孔 自动控制网www.eadianqi.com版权所有
|
B、C面 本文来自www.eadianqi.com
|
|
9 本文来自www.eadianqi.com
|
精加工各纵向孔 本文来自www.eadianqi.com
|
B、C面 本文来自www.eadianqi.com
|
|
10 自动控制网www.eadianqi.com版权所有
|
粗、精加工横向孔 自动控制网www.eadianqi.com版权所有
|
B、C面 自动控制网www.eadianqi.com版权所有
|
|
11 自动控制网www.eadianqi.com版权所有
|
加工螺纹孔及各次要孔 本文来自www.eadianqi.com
|
自动控制网www.eadianqi.com版权所有
|
|
12 自动控制网www.eadianqi.com版权所有
|
清洗、去毛刺 本文来自www.eadianqi.com
|
本文来自www.eadianqi.com
|
|
13 自动控制网www.eadianqi.com版权所有
|
检验 本文来自www.eadianqi.com
|
自动控制网www.eadianqi.com版权所有
|
表2 某主轴箱大批生产工艺过程 自动控制网www.eadianqi.com版权所有
|
序号 本文来自www.eadianqi.com
|
工 序 内 容 本文来自www.eadianqi.com
|
定位基准 自动控制网www.eadianqi.com版权所有
|
|
1 自动控制网www.eadianqi.com版权所有
|
铸造 本文来自www.eadianqi.com
|
本文来自www.eadianqi.com
|
|
2 本文来自www.eadianqi.com
|
时效 本文来自www.eadianqi.com
|
本文来自www.eadianqi.com
|
|
3 本文来自www.eadianqi.com
|
涂底漆 自动控制网www.eadianqi.com版权所有
|
本文来自www.eadianqi.com
|
|
4 自动控制网www.eadianqi.com版权所有
|
铣顶面 本文来自www.eadianqi.com
|
孔Ⅰ与Ⅱ 本文来自www.eadianqi.com
|
|
5 自动控制网www.eadianqi.com版权所有
|
钻、扩、铰2×φ8H7工艺孔(将6×M10先钻点Ф7.8,铰2×φ8H7) 自动控制网www.eadianqi.com版权所有
|
自动控制网www.eadianqi.com版权所有
顶面A及外形 自动控制网www.eadianqi.com版权所有
|
|
6 自动控制网www.eadianqi.com版权所有
|
铣两端面E、F及前面D 本文来自www.eadianqi.com
|
顶面A及两工艺孔 本文来自www.eadianqi.com
|
|
7 自动控制网www.eadianqi.com版权所有
|
铣导轨面B、C 本文来自www.eadianqi.com
|
顶面A及两工艺孔 本文来自www.eadianqi.com
|
|
8 本文来自www.eadianqi.com
|
磨顶面A 自动控制网www.eadianqi.com版权所有
|
导轨面B、C 自动控制网www.eadianqi.com版权所有
|
|
序号 自动控制网www.eadianqi.com版权所有
|
工 序 内 容 自动控制网www.eadianqi.com版权所有
|
定位基准 自动控制网www.eadianqi.com版权所有
|
|
9 本文来自www.eadianqi.com
|
粗镗各纵向孔 自动控制网www.eadianqi.com版权所有
|
顶面A及两工艺孔 本文来自www.eadianqi.com
|
|
10 本文来自www.eadianqi.com
|
精镗各纵向孔 自动控制网www.eadianqi.com版权所有
|
顶面A及两工艺孔 本文来自www.eadianqi.com
|
|
11 自动控制网www.eadianqi.com版权所有
|
精镗主轴孔Ⅰ 自动控制网www.eadianqi.com版权所有
|
顶面A及两工艺孔 自动控制网www.eadianqi.com版权所有
|
|
12 本文来自www.eadianqi.com
|
加工横向孔及各次要孔 本文来自www.eadianqi.com
|
自动控制网www.eadianqi.com版权所有
|
|
13 本文来自www.eadianqi.com
|
磨导轨面B、C及前面D 自动控制网www.eadianqi.com版权所有
|
顶面A及两工艺孔 本文来自www.eadianqi.com
|
|
14 自动控制网www.eadianqi.com版权所有
|
将2×φ8H7及4×φ7.8均扩钻至φ8.5,攻6×M10 本文来自www.eadianqi.com
|
自动控制网www.eadianqi.com版权所有
|
|
15 本文来自www.eadianqi.com
|
清洗,去毛刺 本文来自www.eadianqi.com
|
自动控制网www.eadianqi.com版权所有
|
|
16 本文来自www.eadianqi.com
|
检验 本文来自www.eadianqi.com
|
自动控制网www.eadianqi.com版权所有
|
2)加工阶段粗、精分开。因为箱体结构复杂,壁厚不均,刚性不好,而加工精度要求又高。箱体重要加工表面都要划分粗、精加工两处阶段,这样可以避免粗加工产生的内应力和切削热等对加工精度的影响,也可以及时发现毛坯缺陷,避免更大的浪费。粗加工考虑的主要是效率,精加工考虑的主要是精度,这样可以根据不同的要求,合理选择机床。粗加工选择功率大而精度较差的机床,精加工选择精度高的机床。可使高精度机床的使用寿命延长,提高经济效益。 本文来自www.eadianqi.com
单件小批生产的箱体或大型箱体的加工,如果从工序上也安排粗、精分开,则机床和夹具要增加,工件转运也费时费力,为此可将粗、精加工在一道工序内完成。但从工步上讲,粗、精加工还是要分开的,即在粗加工后将工件松开一点,然后再用较小的夹紧力夹紧工件。使工件因夹紧力而产生的弹性形变在精加工前得以恢复。 自动控制网www.eadianqi.com版权所有
3)安排合理的热处理工序。由于箱体结构复杂,壁厚不均,铸造应力较大,为了消除残余应力,减少加工后的变形,保持精度的稳定,铸造后要安排人工时效处理。对一些高精度的箱体或形状特别复杂的箱体,在粗加工之后还要安排一次人工时效处理,以消除粗加工所造成的残余应力。进一步提高箱体加工精度的稳定性。 本文来自www.eadianqi.com
(2)不同批量箱体加工的工艺特点: 自动控制网www.eadianqi.com版权所有
1)粗基准的选择。虽然箱体类零件一般都选择重要孔(如主轴孔)为粗基准,随着生产类型不同,实现以主轴孔为粗基准的工件装夹方式是不同的。 自动控制网www.eadianqi.com版权所有
①中小批生产时,由于毛坯精度较低,一般采用划线装夹,其方法如下:首先将箱体用千斤顶安放在平台上(图1a),调整千斤顶,使主轴孔Ⅰ和A面与台面基本平行,D面与台面基本垂直,根据毛坯主轴孔划出主轴孔的水平轴线 和A面、C面的加工线,并检查所有加工部件在水平方向上的加工余量。然后将箱体翻转90°,D面一端置于千斤顶上(图1b),调整千斤顶,使线与台面垂直,根据毛坯主轴孔并考虑各加工部位在垂直方向的加工余量,划出主轴孔的垂直轴线 和A面、C面的加工线,并检查所有加工部件在水平方向上的加工余量。然后将箱体翻转90°,D面一端置于千斤顶上(图1b),调整千斤顶,使线与台面垂直,根据毛坯主轴孔并考虑各加工部位在垂直方向的加工余量,划出主轴孔的垂直轴线 及D面加工线。再将箱体翻转90°(图1c),E面一端置于千斤顶上,调整千斤顶,使线、线与台面垂直,划出F面的加工线。加工箱体平面时,按线找正装夹工件。这样就体现了以主轴孔为粗基准。 本文来自www.eadianqi.com 及D面加工线。再将箱体翻转90°(图1c),E面一端置于千斤顶上,调整千斤顶,使线、线与台面垂直,划出F面的加工线。加工箱体平面时,按线找正装夹工件。这样就体现了以主轴孔为粗基准。 本文来自www.eadianqi.com
 本文来自www.eadianqi.com
a)水平 b)侧面 c)划高度 自动控制网www.eadianqi.com版权所有
图1主轴箱的划线 本文来自www.eadianqi.com
②大批量生产时,毛坯精度较高,可直接以主轴孔在夹具上定位,采用图2所示的夹具装夹。装夹时,先将工件放在支承1、3、5上,使箱体侧面靠紧支架4,箱体一端靠住挡销6,这就完成了预定位。此时将液压控制的两短轴7伸入主轴孔中,每个短轴上的三个活动支柱8分别顶住主轴孔内的毛坯面,将工件抬起,离开支承1、3、5。使主轴孔轴线与夹具的两短轴轴线重合,这时主轴孔即为定位基准。为了限制工件绕两短轴转动的自由度。在工件抬起后,调节两可调查支承10,通过样板校正,使箱体顶面基本成水平。再调节辅助支承2,使其与底面接触,以增加箱体的刚度。然后再将液压控制的两夹紧块11伸入箱体两端孔内压紧工件。即可进行加工。 自动控制网www.eadianqi.com版权所有
 自动控制网www.eadianqi.com版权所有 自动控制网www.eadianqi.com版权所有
1、3、5-支承;2-辅助支撑;4-支架;6-挡销;7-短销;8-活动支柱;9-操纵手柄;10-可调支撑;11-夹紧块 本文来自www.eadianqi.com
图2 以主轴孔为粗基准铣顶面的夹具 自动控制网www.eadianqi.com版权所有
1)精基准的选择。也与生产批量的大小有关。 本文来自www.eadianqi.com
①单件小批量生产用装配基准作定位基准。图7-19某车床主轴箱单件小批加工孔系时,选择箱体底面导轨B、C面作为定位基准。B、C面既是主轴箱的装配基准,又是主轴孔的设计基准,并与箱体的两端面,侧面以及各纵向孔在相互位置上有直接联系,故选择B、C面作为定位基准,可以消除主轴孔加工时的基准不重合误差。此外,用B、C面定位稳定可靠,装夹误差少,加工各孔时,由于箱口朝上,更换导向套,安装调整刀具,观察,测量等都很方便。这种定位方式也有不足之处,加工箱体中间壁上孔时,为提高刀具系统的刚度,应设置刀杆的支承和导套。由于箱体底部是封闭的,中间支承只能用如图3所示的吊架从箱体顶面的开口处伸入箱体内,每加工一件需装卸一次,容易产生误差且使辅助时间增加,因此这种定位方式只适用于单件小批生产。 自动控制网www.eadianqi.com版权所有
 本文来自www.eadianqi.com
图3 吊架式镗模夹具 本文来自www.eadianqi.com
②批量大时采用顶面及两个销孔作定位基准。如图4所示。这种定位方式,加工时箱体口朝下,中间导向支承架可以紧固在夹具体上,提高了夹具刚度,有利于保证各支承孔加工的相互位置精度。同时工件装卸方便,减少辅助工时,提高了生产效率。 自动控制网www.eadianqi.com版权所有
这种定位方式也有不足之处。由于主轴箱顶面不是设计基位,生产基准不重合误差,使定位误差增加。为克服这一缺点,应进行尺寸的换算。另外,由于箱体口朝下,加工时不便观察、测量和调整刀具。所以,采用这种定位方式加工时,适宜选用定径刀具(如扩孔钻、铰刀等)。 本文来自www.eadianqi.com
 本文来自www.eadianqi.com
图4 用箱体顶面及两销定位的镗模 自动控制网www.eadianqi.com版权所有
3)所用工艺装备依批量不同而异。单件小批生产一般都在通用机床上进行;除个别必须用专用夹具才能保证质量的工序(如孔系加工)外,一般不用专用夹具。而大批量箱体的加工则广泛采用组合机床,各主要孔则采用多工位组合机床、专用镗床、数控机床等。专用夹具用得也很多,这就大大提高了生产效率。 本文来自www.eadianqi.com
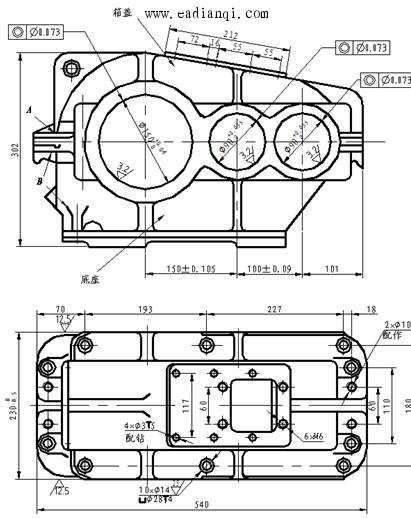
3.加工分离式箱体的工艺特点:为了制造和装配的方便,一般减速箱常做成可分离式的,由底座和盖两部分组成。要求轴承支承孔的轴线在底座和盖的对合面上;底座的底面与对合面必须平行;对合面的表面粗糙度值 小于1.6μm,两对合面的接合间隙不超过0.03mm。其他技术要求与一般箱体类同。 小于1.6μm,两对合面的接合间隙不超过0.03mm。其他技术要求与一般箱体类同。 本文来自www.eadianqi.com
图5为某分离式箱体简图,表7-6为某分离式箱体的箱盖与底座的工艺过程,表3为装合后的工艺过程。 本文来自www.eadianqi.com
 本文来自www.eadianqi.com
图5 某分离式箱体简图 自动控制网www.eadianqi.com版权所有
从分离式箱体的工艺过程可以看出,分离式箱体的机械加工工艺过程与一般箱体加工相比,有以下特点: 本文来自www.eadianqi.com
(1)加工顺序的确定:分离式箱体的整个加工过程分为两大阶段。第一阶段,先对箱盖和底座分别加工,主要完成平面及紧固孔的加工,为箱体装合作准备;第二阶段,是对装合后的轴承支承孔端面及轴承孔进行粗、精加工。 自动控制网www.eadianqi.com版权所有
(2)定位基准的选择: 自动控制网www.eadianqi.com版权所有
1)粗基准的选择。为了保证不加工的凸缘二面主对合面的高度一致,箱盖以凸缘上表面A为刨对合面的粗基准;加工底座对合面则以凸缘下表面B为基准。 本文来自www.eadianqi.com
表3 某分离式箱体的箱盖与底座的加工工艺过程 自动控制网www.eadianqi.com版权所有
|
箱 盖 本文来自www.eadianqi.com
|
底 座 本文来自www.eadianqi.com
|
|
序号 本文来自www.eadianqi.com
|
工序内容 本文来自www.eadianqi.com
|
定位基准 自动控制网www.eadianqi.com版权所有
|
序号 自动控制网www.eadianqi.com版权所有
|
工序内容 自动控制网www.eadianqi.com版权所有
|
定位基准 本文来自www.eadianqi.com
|
|
1 自动控制网www.eadianqi.com版权所有
|
铸造 自动控制网www.eadianqi.com版权所有
|
自动控制网www.eadianqi.com版权所有
|
1 本文来自www.eadianqi.com
|
铸造 本文来自www.eadianqi.com
|
自动控制网www.eadianqi.com版权所有
|
|
2 自动控制网www.eadianqi.com版权所有
|
时效 本文来自www.eadianqi.com
|
本文来自www.eadianqi.com
|
2 本文来自www.eadianqi.com
|
时效 本文来自www.eadianqi.com
|
自动控制网www.eadianqi.com版权所有
|
|
3 自动控制网www.eadianqi.com版权所有
|
涂底漆 本文来自www.eadianqi.com
|
本文来自www.eadianqi.com
|
3 自动控制网www.eadianqi.com版权所有
|
涂底漆 自动控制网www.eadianqi.com版权所有
|
自动控制网www.eadianqi.com版权所有
|
|
4 自动控制网www.eadianqi.com版权所有
|
粗刨对合面 自动控制网www.eadianqi.com版权所有
|
凸缘上表面A 本文来自www.eadianqi.com
|
4 本文来自www.eadianqi.com
|
粗刨对合面 自动控制网www.eadianqi.com版权所有
|
凸缘下表面B 自动控制网www.eadianqi.com版权所有
|
|
5 自动控制网www.eadianqi.com版权所有
|
刨顶面 本文来自www.eadianqi.com
|
对合面及一侧面 本文来自www.eadianqi.com
|
5 本文来自www.eadianqi.com
|
刨底面 自动控制网www.eadianqi.com版权所有
|
对合面 自动控制网www.eadianqi.com版权所有
|
|
6 自动控制网www.eadianqi.com版权所有
|
钻孔、攻螺纹 自动控制网www.eadianqi.com版权所有
|
对合面及外形 自动控制网www.eadianqi.com版权所有
|
6 本文来自www.eadianqi.com
|
钻孔、攻螺纹 自动控制网www.eadianqi.com版权所有
|
底面 自动控制网www.eadianqi.com版权所有
|
|
7 本文来自www.eadianqi.com
|
磨对合面 自动控制网www.eadianqi.com版权所有
|
顶面及一侧面 自动控制网www.eadianqi.com版权所有
|
7 本文来自www.eadianqi.com
|
磨对合面 自动控制网www.eadianqi.com版权所有
|
底面 自动控制网www.eadianqi.com版权所有
|
|
8 自动控制网www.eadianqi.com版权所有
|
检验 本文来自www.eadianqi.com
|
本文来自www.eadianqi.com
|
8 自动控制网www.eadianqi.com版权所有
|
检验 自动控制网www.eadianqi.com版权所有
|
自动控制网www.eadianqi.com版权所有
|
|