|
1.自激振动的概念
切削加工时,在没有周期性外力作用的情况下,刀具与工件之间也可能产生强烈的相对振动,并在工件的加工面上残留下明显的、有规律的振纹。这种由切削过程本身引起的切削力周期性变化而激发和维持的振动称之为自激振动,因切削过程产生的这种在频率较高,故通常也称为颤振。它严重地影响机械加工表面质量和生产效率。 自动控制网www.eadianqi.com版权所有
下面以图6-15所示电铃的工作原理来模拟说明切削过程中的自激振动现象。 本文来自www.eadianqi.com
当按下按钮8时,电流通过6-5-2与电池构成回路,电磁铁2就会产生磁力吸引衔铁7,带动小锤4敲击铃3。当衔铁被吸引时,触点6处断电,电磁铁2因断电失去磁性,小锤靠弹簧片5的弹力复位,同时触点6接通而恢复通电,电磁铁再次吸引衔铁使小锤敲击铃。如此循环而构成振动。这个振动过程显然不存在外来周期性干扰力。所以不是受迫振动。它是由弹簧片和小锤组成振动元件;由衔铁、电磁铁及电路组成调节元件产生交变力,交变力使振动元件产生振动,振动元件又对调节元件产生反馈作用,以使其产生持续的交变力(如图6-16)。 本文来自www.eadianqi.com
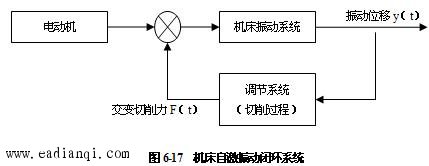
小锤敲击铃的频率由弹簧片、小锤、衔铁本身的参数(刚度、质量、阻尼)所决定,阻尼即运动摩擦所消耗的能量由系统本身的电池所提供。这个振动过程就是区别于受迫振动的自激振动。大多数情况下,振动频率与加工系统的固有频率相近。由维持振动所需的交变切削力是由加工系统本身产生的,所以加工系统本身运动一停止,交变切削力也就随之消失,自激振动也就停止。图6-17给出了机床自激振动的闭环系统。 本文来自www.eadianqi.com
图6-17 机床自激振动闭环系统 本文来自www.eadianqi.com 自激振动与自由振动相比,虽然二者都是在没有外界周期性干扰作用下产生的振动,单自由振动在系统阻尼作用下逐渐衰减,而自激振动则会从自身的振动运动中吸取能量以补偿阻尼的消耗,使振动得以维持。 自动控制网www.eadianqi.com版权所有 自激振动与受迫振动相比,二者都是持续的等幅振动,但受迫振动是从外界周期性干扰中吸取能量以维持振动,而持续自激振动的交变力是自振系统在振动过程中自行产生的,因此振动运动一停止,这交变力也相应消失。由此可见,自振系统中必定有一个调节系统,它能从固定能源中吸取能量,把振动系统的振动运动转变为交变力,再对振动系统激振,从而使振动系统作持续的等幅振动。从这个意义上讲,自激振动可以看作是系统自行激励的受迫振动。 本文来自www.eadianqi.com 根据上述情况,自振系统可用图6-17所示方框图来说明:自振系统是一个由固定能源、振动系统和调节系统组成的闭环反馈自控系统。当振动系统由于某种偶然原因发生了自由振动,其交变的运动量反馈给调节系统,产生出交变力并作用于振动系统进行激励,振动系统的振动又反馈给调节系统,如此循环不已,就形成持续的自激振动。对于切削加工,机床电机提供能源,工件与刀具由机床、夹具联系起来的弹性系统就是振动系统。刀具相对于工件切入、切离的动态切削过程产生出交变的切削力,因此切削过程就是调节系统。 自动控制网www.eadianqi.com版权所有 2.自激振动的主要特点 自动控制网www.eadianqi.com版权所有
1)自激振动是一种不衰减的振动,它不受系统阻尼耗能影响而衰减,而且振动所需能量由切削过程本身产生供给的,所以切削运动一停止,自激振动也随之消失。 自动控制网www.eadianqi.com版权所有 2)自激振动频率接近或等于系统的固有频率,完全由系统本身的参数决定。 自动控制网www.eadianqi.com版权所有 3)自激振动频率是否产生及振幅大小取决于在每一振动周期内所获取的能量和消耗的能量的对比情况。当系统获取的能量小于消耗的能量时,则振动会自然衰减,直至停止。 本文来自www.eadianqi.com 3.自激振动的抑制措施 本文来自www.eadianqi.com 切削过程中产生自激振动的原因,由于机理较复杂,虽然长期研究,目前尚无一种能阐明各种情况下产生自激振动的理论。但通过研究分析和各种振动实验说明,自激振动与切削过程中有关参数密切相关,也与工艺系统的结构参数有关。由此可见,引起自激振动的原因是很多的,同样,控制切削加工中自激振动的措施也很多。下面从工艺角度出发,介绍一些减少自激振动的基本途径。 本文来自www.eadianqi.com (1)合理选择切削用量 本文来自www.eadianqi.com
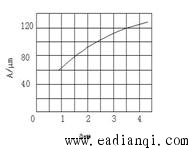
1)切削速度
当切削速度 自动控制网www.eadianqi.com版权所有
2)进给量 因此,在加工表面粗糙度允许的情况下,应选择较大的进给量以避免自激振动。 本文来自www.eadianqi.com
3)背吃刀量
图6-18 切削速度与振幅的关系 本文来自www.eadianqi.com
图6-19 进给量与振幅的关系 自动控制网www.eadianqi.com版权所有
图6-20 背吃刀量与振幅的关系 自动控制网www.eadianqi.com版权所有
(2)合理选择刀具的几何参数 自动控制网www.eadianqi.com版权所有
1)前角 自动控制网www.eadianqi.com版权所有
2)主偏角 自动控制网www.eadianqi.com版权所有
3)后角 本文来自www.eadianqi.com
4)刀尖圆角半径 本文来自www.eadianqi.com (3)提高工艺系统的抗振性 自动控制网www.eadianqi.com版权所有 1)提高机床的抗振性。对已使用的机床,主要是提高机床零部件之间的接触刚度和接触阻尼,例如,用增强联结刚度等方面来提高机床的抗振性。 自动控制网www.eadianqi.com版权所有
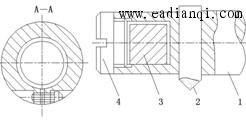
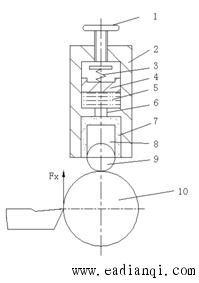
2)提高刀具的抗振性。刀具应具有较高的弯曲和扭转刚度、高的阻尼系数和弹性系数。 自动控制网www.eadianqi.com版权所有 3)提高工件装夹刚性。加工中工件的抗振性主要取决于工件的装夹方法。如在细长轴车削中,可使用中心架或跟刀架。 本文来自www.eadianqi.com 4)合理安排机床、工件、刀具之间最大刚度方向的相对位置。 自动控制网www.eadianqi.com版权所有 (4)采用减振装置:上述各种措施是积极的防振措施,如采用这些措施不能收到满意的效果时,可考虑增设减振装置,用来吸收或消耗振动时的能量。减振装置分阻尼器和吸振器两种。 自动控制网www.eadianqi.com版权所有 1)阻尼器。它通过阻尼作用,将振动能量转成热能散失掉,以达到减振目的。阻尼越大,减振效果越好。常用的有固体摩擦阻尼器、液体摩擦阻尼器和电磁阻尼器等。图6-21是装在车床跟刀架6上使用的干摩擦阻尼器,利用多层弹簧片5相互摩擦来消耗振动能量。图6-22是液压阻尼器,当柱塞随工件振动时,将油液从液压缸前腔经小孔压向后腔,利用通过小孔的阻尼来减振。 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com 图6-21 干摩擦阻尼器 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com
图6-22 液压阻尼器 本文来自www.eadianqi.com 1-工件;2-触头;3-壳体;4-调节杆;5-多层弹簧片;6-跟刀架 本文来自www.eadianqi.com
1-调节杆;2-壳体;3-弹簧;4-活塞;5-液压缸后腔;6-小孔;7-液压缸前腔 本文来自www.eadianqi.com
8-柱塞;9-触头;10-工件 自动控制网www.eadianqi.com版权所有 2)吸振器。吸振器有两种: 本文来自www.eadianqi.com
①动力式吸振器:它是通过弹性元件把一个附加质量连接到振动系统上,这个附加质量在振动系统激励下也发生振动。利用附加质量的动力作用与系统的激振力相抵消,以减弱振动。图6-23所示为用于镗刀杆的动力式吸振器。它是用微孔橡皮衬垫做弹性零件,并有阻尼作用,因而能获得较好的消振作用。 自动控制网www.eadianqi.com版权所有
②冲击式吸振器:它是由一个自由冲击的质量块与壳体组成。当系统振动时,由于自由质量的往复运动,产生冲击吸收能量,从而减小振动。图6-24所示为镗孔用的冲击式吸振器。镗杆1内固定镗刀头2,镗杆端孔中放置冲击块3,用端盖4封住,冲击块与端孔径向保持 自动控制网www.eadianqi.com版权所有
图6-23 用于镗杆的吸振器 自动控制网www.eadianqi.com版权所有
图6-24 镗杆上用的冲击吸振器 自动控制网www.eadianqi.com版权所有 1-附加质量;2-橡皮衬垫;3-镗杆 本文来自www.eadianqi.com 1-镗杆;2-镗刀头;3-冲击块;4-端盖 自动控制网www.eadianqi.com版权所有 |

 本文来自www.eadianqi.com
本文来自www.eadianqi.com  的选择。如图6-18所示为车削时速度与振幅
的选择。如图6-18所示为车削时速度与振幅 的关系曲线。 本文来自www.eadianqi.com
的关系曲线。 本文来自www.eadianqi.com  范围内时,振幅
范围内时,振幅 的选择。如图6-19所示,增大进给量
的选择。如图6-19所示,增大进给量 的选择。根据背吃刀量
的选择。根据背吃刀量 ),当主偏角
),当主偏角 不变时,随着
不变时,随着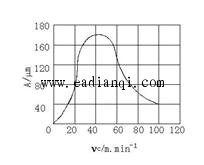 本文来自www.eadianqi.com
本文来自www.eadianqi.com 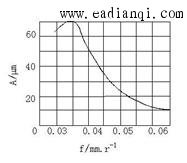
 的选择。前角对振动影响较大,一般随着前角
的选择。前角对振动影响较大,一般随着前角 将减小,同时切削刃宽度b也减小,振幅将逐渐减小,
将减小,同时切削刃宽度b也减小,振幅将逐渐减小, 时振幅最小。
时振幅最小。  的选择。后角
的选择。后角 减小到2°~3°时,振动明显减弱。但后角不能太小,以免后面与加工表面之间发生摩擦,反而引起振动。通常可在刀具主后面上磨出一段负倒棱,能起到很好的消振作用。
减小到2°~3°时,振动明显减弱。但后角不能太小,以免后面与加工表面之间发生摩擦,反而引起振动。通常可在刀具主后面上磨出一段负倒棱,能起到很好的消振作用。  的选择。刀尖圆角半径
的选择。刀尖圆角半径 随之增大,因此,为减小振动,应选择
随之增大,因此,为减小振动,应选择 越小越好,但会使刀具耐用度降低和表面粗糙度值增大。故应综合考虑。
越小越好,但会使刀具耐用度降低和表面粗糙度值增大。故应综合考虑。 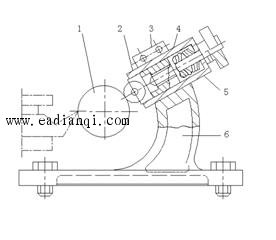
 间隙,当镗杆发生振动时,冲击块3将不断撞击镗杆1吸收振动能量。因此,能消除振动。
间隙,当镗杆发生振动时,冲击块3将不断撞击镗杆1吸收振动能量。因此,能消除振动。 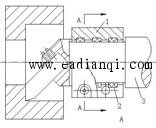 本文来自www.eadianqi.com
本文来自www.eadianqi.com