|
1������
��������мӹ�ʱ������ϵͳ�ڸ�����Դ��Ӱ���£����������ӵı��Σ��ƻ��˹����͵������λ�ú�����˶�����ȷ�ԣ��ͻ�����ӹ�����ͳ�ƣ��ھ��ܼӹ��У������ȱ�������ļӹ����ռ�ܼӹ����� ��1������ϵͳ����Դ �Զ�������www.eadianqi.com��Ȩ����
����ϵͳ���ε���Դ��Ҫ�� �Զ�������www.eadianqi.com��Ȩ���� �����ڲ���Դ���ڲ���Դ��ָ����ϵͳ�ڲ���������Դ����Ҫ������������������Դ�� ��������www.eadianqi.com
1�������ȡ����������У�������ĵ������Ա��μ������빤������м��Ħ�������Ĵ����������������ĵ����������֣�99.5%���ң�ת��Ϊ�����ȡ���Щ�������������������ߡ���м����Χ������ȥ����Ϊ�����͵����ȱ��ε���Ҫ��Դ���糵���ӹ��������������ȱ���м���ߣ�����������һ��Ϊ30%����������ʱֻ��10%���������ߵ�һ��Ϊ5%������ϳ�������ӹ�����������������һ����30%���¡�����ס���ʽ�������������м���ڿ��ڣ��������������������50%���ϡ�ĥ����Լ��84%�������������������������¶ȿɴ� 2������ϵͳ��Ħ����������IJ������ȡ���Ҫ�Ǵ���ϵͳ�и��˶�������С����֡�Ħ������������͵��졢˿�ܺ���ĸ�ȵ�Ħ��ת��������������Դ���綯����Һѹϵͳ���������ת������������Щ�����������ȱ��ε���Ҫ��Դ�� ��������www.eadianqi.com �����ⲿ��Դ���ⲿ��Դ��Ҫ��ָ��Χ�����¶�ͨ�������Ķ������չ⡢�����ƾߡ��������Ȼ�����Դͨ�����䴫������ϵͳ���������ⲿ��Դ��Ӱ�죬��ʱҲ�Dz��ݺ��ӵġ� �Զ�������www.eadianqi.com��Ȩ���� ��2������ϵͳ����ƽ�� �Զ�������www.eadianqi.com��Ȩ����
����ϵͳ��ʼ���мӹ�ʱ������ϵͳ��Դ�������������ȣ���������һ��������������һ��������Χ����ɢ�ȣ�Һѹ�տ�ʼʱ�������������ʵ��¶Ȳ��С����������ɢ�ȵ��ٶȱȴ���Դ�����������ٶ�С������Ϊ�������¶Ȳ������ߡ�����ϵͳ�����¶ȷֲ���Ϊ����̬�¶ȳ������Ÿ������¶ȵ����ߣ�����λʱ����ϵͳ����������������Χ����ɢ�����������ʱ��ϵͳ������¶Ⱦͽ��������ȶ�״̬������״̬���ǹ���ϵͳ��ƽ��״̬����ͼ5-26�� �Զ�������www.eadianqi.com��Ȩ����
ͼ5-26������ϵͳ�¶�-ʱ������ ��������www.eadianqi.com
����ϵͳ���Ȳ�ƽ��״̬�£��侫�Ⱥܲ��ȶ�����˱��ֹ���ϵͳ����ƽ�⣬���̵�����ƽ������ʱ�䣬�Ա�֤�����ļӹ����Ⱥ���������ʣ�������Ҫ�����塣 �Զ�������www.eadianqi.com��Ȩ����
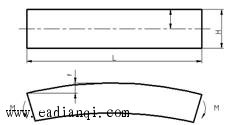
2�������ȱ�������ļӹ���� ��������www.eadianqi.com �����ȱ�������ļӹ������Ҫ�����ڹ����������ӹ�ʱ�������ͣ���ȴ��ߴ������� �Զ�������www.eadianqi.com��Ȩ���� ������������ۿ�¿ף���ô������ȫ��ȴ�������������IT7�����ȵĹ���ֵ��ȣ���ӹ����Ⱥ��ѱ�֤��Ϊ������ּӹ�ʱ���ȱ��ζԾ��ӹ���Ӱ�죬�ڰ��Ź��չ���ʱӦ�����ܰѴ־��ӹ��ֿ��ڶ��������н��У�ʹ�ּӹ������㹻����ȴʱ�䡣 �Զ�������www.eadianqi.com��Ȩ���� �糵��һ����������ʱ�������ع�������λ��������ʱ�����Ⱥ�ʼ����ʱ��������Ϊ�㣬���������Ľ��У������������ʹ��ߵ�����ʱ����ֱ������������������ʱ���������ߵ�������������ȴ��ͻ���ֽ����ȵ�Բ��������ͼ5-27��ʾ�� �Զ�������www.eadianqi.com��Ȩ����
�Զ�������www.eadianqi.com��Ȩ���� ͼ45-27��������ʱ�����ȱ����� �Զ�������www.eadianqi.com��Ȩ����
��������www.eadianqi.com
ͼ5-28��������������ʱ���������� �Զ�������www.eadianqi.com��Ȩ����
�����״���� ��������www.eadianqi.com
ͬʱ����ϸ����ʱ���������쳤�Ǽӹ�˿�ܵ����ʱ��Ӱ���ݾ�������Ҫ����֮һ�����蹤����ĸ˿�ܵ��¶����
�ڽ���ϳ���١�ĥƽ��ȼӹ�ʱ������ֻ�ڵ����ܵ����������ã��ϡ��±�����²�ᵼ�¹��������м�ͱ�����ȥ���ֲ��ϣ��ӹ������ȫ��ȴ�ӹ�����Ͳ����а���ƽ�������ͼ5-28��ʾ���� �Զ�������www.eadianqi.com��Ȩ���� �����Ϸ�����֪������������Ҫ������Լӹ����ȵ�Ӱ���Ǻ����صġ�Ϊ������һ��ͨ����ȡ�Ĵ�ʩ������ʱʹ�ó�ֵ�����Һ�Լ�����������������⣬�ɲ��������ķ�������װ�й���ʱʹ�����ϱ�������м����ļн����Σ��Բ�������ʱ�����������ȶ������������ĥ��ǰ����ʱ�Ѽӹ������ٳ��м�����ĥ��ʱ�����������������м�ߣ������˹������Ⱥ��м�������Ӷ��������� ��������www.eadianqi.com 3�������ȱ��� �Զ�������www.eadianqi.com��Ȩ���� �����ȱ��ε���Դ��ҪҲ�������ȡ��������ߵ���������Ȼ��ռ�����������ĺ��ٲ��֣�����������С��������ҲС�����Ի��кܸߵ��������Լӹ��������в�С��Ӱ�졣�������Ⱥ��������ڵ���ȫ�����Dz��ȵģ�����ֻ�о���Լӹ����ȵ�Ӱ�졣�ɰ����ߵĹ������֣�һ���Ե������첿�ִ��棩��ƽ�����������������쳤���� ��������www.eadianqi.com
��1��������������ʱ���ȱ��� ��������www.eadianqi.com �Խϴ�ı�����������ӹ�ʱ���糵���ϳ��Ĺ�Ͳ������ʽ�����ϳ��������ȣ���������������ʱ��ϳ�����������ʱ������ӣ������������쳤���ͻ���ɹ���������״��Բ���Ȼ�ƽ���������һ���е����������ٵ��������������ﵽ��ƽ��ʱ���乤�����ֵ����ƽ������Ҳ�ɰ��йع�ʽ���㣬���ﲻ�����ܡ��ﵽ��ƽ��ߵ��ȱ��ν����ٷ����仯�������ʱ�ٽ����������ȱ��ζԼӹ����ȵ�Ӱ��ͻ�������С�� �Զ�������www.eadianqi.com��Ȩ���� �������������ﵽ��ƽ���ֹͣ�����������������쳤������ȴʱ������Ӷ����١����������ͼ5-29�� �Զ�������www.eadianqi.com��Ȩ���� ��2������Ъ����ʱ���ȱ��� ��������www.eadianqi.com ���������������У�����õ������ӹ�����һ�ε����мӹ�һ������ʱ������ÿ����һ����������һ����ȴʱ�䣨װ���ȷ�����ʱ�䣩�������ȱ����������������ʱ��ͬ������������������£��ر������Զ������Զ������ϣ�����ÿ�ӹ�һ������������ʱ������ͬ�ģ�ͣЪʱ��Ҳ��������ȡ������˵�����ߵļ��Ⱥ���ȴʱ��һ���Ľ��������ԵĽ�����С���ˣ����ȱ������߽���ͼ5-29��ʾ������������ʱ�����쳤���뵶��ֹͣ��������ȴʱ��������ǡ�����ʱ�����ȱ��ξ��ȶ��������Χ�ڡ������ּӹ���ʽ�е��ߵ�������쳤����Ӱ�����������ijߴ羫�ȡ��ȱ����ȶ���ÿ�ӹ�һ������ʱ���߳��ȵı䶯����ֻӰ�칤������״���ȡ� ��������www.eadianqi.com
��������www.eadianqi.com 1-����������2-��ϳ�����3-��ȴ �Զ�������www.eadianqi.com��Ȩ����
tg-����ʱ�䣻tj-���ʱ�� ��������www.eadianqi.com ͼ5-29�������ȱ��� �Զ�������www.eadianqi.com��Ȩ���� 4�������ȱ��� �Զ�������www.eadianqi.com��Ȩ���� ��������ʱ�ܵ�������Դ��Ӱ�죬��������Ҫ���Դ���ϵͳ�и�����Ԫ����Ħ���ȡ���Ի����ٶȽϴ�ĵ����빤��̨����������Ħ���ȼ�Һѹϵͳ�������ת������������м������Һ��������Դ�Դ����ȱ���Ҳ��һ��Ӱ�졣���ڴ��͡����ܻ�������Χ�����¶ȵı仯�Ի����ȱ��ε�Ӱ�죬����Ҳռ����Ҫ��λ�����ڻ�������λ������״��ͬ����Դ����λ���ֲ�ͬ��ɢ������Ҳ��һ��������γɸ��ӵ��¶ȳ��ϲ�������ȱ��Σ��ƻ��˻����ľ�̬���ȣ��Ӷ���������Ӧ�ļӹ��� �Զ�������www.eadianqi.com��Ȩ����
���������ȱ��ζԼӹ����ȵ�Ӱ�죬����Ӧ�������¶ȳ��Ƿ��ȶ��������ﵽ��ƽ������ʱ�䣬һ�㶼�ϳ������ͻ���ԼΪ
��������www.eadianqi.com ͼ5-30��CA6140���������ȱ������� �Զ�������www.eadianqi.com��Ȩ����
���������ȱ��ζԼӹ����ȵ�Ӱ�죬��Ӧ������λ�Ʒ�����������з������Խ���λ�á�������ͨ������������з�����ˮƽ����������ˮƽ���ڵ���λ�ƶԼӹ����ȵ�Ӱ������Ҫ�ġ�����β����Ҫװ�пӹ����߽����ꡢ�¡������Ƶȹ���ʱ����ֱ���ڵ���λ��Ҳ�Ͳ��ܺ��ӡ����������Զ������ĵ��ֱܷ��������������ܾ��������ȱ��ζԲ�ͬ���ܵ�Ӱ��̶�Ҳ��ͬ��������Ծ���������з����� �Զ�������www.eadianqi.com��Ȩ����
5�����ٹ���ϵͳ�ȱ��εĴ�ʩ ��������www.eadianqi.com Ϊ�˼����ȱ��ζԼӹ����ȵ�Ӱ�죬���Դ����¼������ȡ��ʩ�� ��������www.eadianqi.com ��1��������Դ�����Ⱥ��� �Զ�������www.eadianqi.com��Ȩ���� �������������ӹ�������Ҫ����Դ�����������ȿ�ͨ������ѡ����������ĥ������������ȷѡ�ߵļ��νǶȵķ������Լ��������IJ�������ּӹ�ʱ��Ϊ�˱�֤�����ʣ�����ѡ��ϴ�ı��Ե����ͽ�������������ʱ�Լӹ����ȵ�Ҫ��ϵͣ�����ȱ��ζԼӹ����ȵ�Ӱ�첻�����ӹ�ʱ���ӹ���Ŀ����Ҫ��Ϊ�˱�֤�ӹ����ȣ�����Ҫѡ��С�ı��Ե����ͽ��������Լ����ȱ��Ρ� ��������www.eadianqi.com
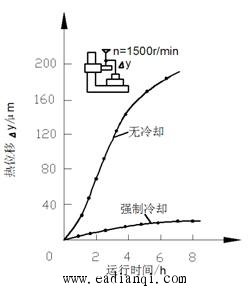
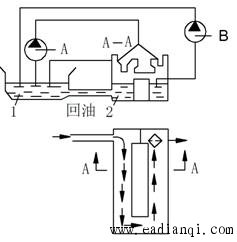
Ϊ�˼��ٻ������ȱ��Σ������п��ܴ����������ȥ����Դ��綯���������䡢Һѹװ�õ�����ȣ�Ӧ�����ܷ����ڻ����ⲿ�����ڲ��ܺ������������Դ��������С�˿����ĸ���������˶��ĵ��츱����ɴӽ�����ȷ��������Ħ�����ԣ��Լ��ٷ��ȡ�������þ�ѹ��С���ѹ���죬���õ�ճ�����͡�﮻���֬�ȡ� ��������www.eadianqi.com ����Դ���ܴӻ��������ȥ�����ڷ��Ȳ��������������þ��Ȳ��ϸ�������T4163B���������۴�����ʯ�ް�����ְ�������ͱ�������������������������ȷ��ų��ʹ������˻������ȱ��Ρ��Է����������Դ����Ȳ��ܴӻ����Ƴ����ֲ�����ȣ���ɲ�����Ч����ȴ��ʩ������ɢ�������ʹ��ǿ��ʽ�ķ��䡢ˮ�䡢ѭ���ȡ�������һ̨������ϳ�����������ڲ�����ǿ�ƽ�����ȴ�ʹ��������������λ�ƣ�ͬʱҲ��������˵�����ƽ���ʱ����ͼ4-32��ʾ�� ��������www.eadianqi.com
��������www.eadianqi.com
ͼ5-31������ǿ����ȴ��ʵ������ �Զ�������www.eadianqi.com��Ȩ����
�Զ�������www.eadianqi.com��Ȩ���� ͼ5-32��M7150A��ĥ����“�Ȳ�����” �Զ�������www.eadianqi.com��Ȩ���� ��2�����Ȳ����ķ��������ȱ��� �Զ�������www.eadianqi.com��Ȩ����
�����ļ����������������յ������Ч�����ɲ����Ȳ����ķ���ʹ�������¶ȳ��ȽϾ��ȣ��Ӷ�ʹ������������Ӱ����Ч�ӹ����ȵľ����ȱ��Ρ�����ƽ��ĥ�����罫Һѹϵͳ���ͳط��ڴ����ײ�����ʹ�����������ȶ����µ�������а����ȱ��Σ��罫�ͳ��Ƶ����⣬�����γ����������ʹ������������ȱ��Ρ�ͼ5-32Ϊ ����ͼ5-33��ʾƽ��ĥ�������õ綯�������ų����ȿ�����ͨ������Ĺܵ�����������࣬�Լ�������������²�Ӷ��������������������Ρ� ��������www.eadianqi.com
�ӹ�����˿��ʱ��������ĸ˿�ܵ��²�ʱ��ɹ����ݾ��ۻ�������Ҫԭ��
�Զ�������www.eadianqi.com��Ȩ����
ͼ5-33����������ǰ����¶ȳ� �Զ�������www.eadianqi.com��Ȩ���� ��3���������Ŷ�λ��λ�� �Զ�������www.eadianqi.com��Ȩ����
���糵����ͷ���ڴ����ϵĶ�λ��ͼ5-34b��ʹ���������λ�Ƶ���Ч����
ͼ5-34����λ��λ�ö��ȱ��ε�Ӱ�� �Զ�������www.eadianqi.com��Ȩ���� ��4�����ֹ���ϵͳ����ƽ�� ��������www.eadianqi.com ���ȱ��ι��ɿ�֪������ȱ��η����ڻ����������һ��ʱ���ڣ����ﵽ��ƽ����ȱ��������ȶ����˺�ӹ����Ȳ��б�֤������ھ��ӹ�ǰ����ʹ������תһ��ʱ�䣨����Ԥ�ȣ����ȴﵽ��ӽ���ƽ��ʱ�ٿ�ʼ�ӹ����ӹ����ȾͱȽ��ȶ�������ͬ��ԭ���ӹ�����Ӧ����������;ͣ���Է�ֹ����������Ϊ���̻���Ԥ��ʱ�䣬������ת�ٶȿɸ���ʵ�ʼӹ�ʱ���ٶȡ���Щ�������ʵ���λ����“������Դ”���ڻ���Ԥ�Ƚ���Ϊ���������ȣ���ʹ��Ѹ�ٴﵽ��ƽ��״̬������������״̬��ӹ������ı仯���仯ʱ����ͨ��“������Դ”�ļ��Ȼ���ȴ�����ڣ�ʹ�¶ȷֲ�Ѹ�ٻص��ȶ�״̬�� ��������www.eadianqi.com ��5�����ƻ����¶� ��������www.eadianqi.com
�Ծ��ӹ�����Ӧ��������ֱ�����䣬����ȡů�豸ҲӦ����ʹ�������Ȳ����ȡ��Ծ��ܻ�����Ӧ��װ�ں��³�����ʹ�á����³���ĺ���ָ���ж������»����������³����ڿ�����ƽ���¶ȣ����ͺ��¾��ȣ���ƽ���¶ȵ�����ƫ����ҹ���Ա��������ͬ������ͬ���ڵ��¶����ܴ����ں��³���һ��������ϴ����������ֱ��������Ҫʹȫ��������һ���ڶ�ά��ͳһ�ĺ��»�������Ȼ�������Ӻ����豸��Ͷ�ʺ���ת���á����ݳ�������ʵ�����������ü��ڵ��£�ʹ���»��������ڶ��ʵ��䶯�����յ����õ�Ч�������Ϻ������ĺ��»���һ���ȡ���ļ�Ϊ ��������www.eadianqi.com |
 �����ִ��߾��ȡ�
�����ִ��߾��ȡ� ���ⲻ��Ӱ�칤���ļӹ����ȣ����һ�Ӱ����������� �Զ�������www.eadianqi.com��Ȩ����
���ⲻ��Ӱ�칤���ļӹ����ȣ����һ�Ӱ����������� �Զ�������www.eadianqi.com��Ȩ���� 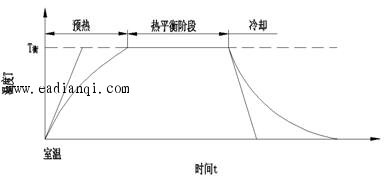

 ����ô��2m�������ݾ��ۻ����ɴ�
����ô��2m�������ݾ��ۻ����ɴ� ����
���� ��˿��������ȫ�����ʲ��
��˿��������ȫ�����ʲ�� ��
�� ��˿���ʲ�Ϊ
��˿���ʲ�Ϊ �����ɼ�Ӱ���Ƿdz������ġ����ڶ�һ�������������ߴ羫��Ҫ������ھ���Ӱ�컹����װ��ʱ�罫�������˶���̫����ʹ���������쳤���裬������ܶ����Ӧ�������¹����������Σ��ͽ��Լӹ����Ȳ����ܴ��Ӱ�졣 ��������www.eadianqi.com
�����ɼ�Ӱ���Ƿdz������ġ����ڶ�һ�������������ߴ羫��Ҫ������ھ���Ӱ�컹����װ��ʱ�罫�������˶���̫����ʹ���������쳤���裬������ܶ����Ӧ�������¹����������Σ��ͽ��Լӹ����Ȳ����ܴ��Ӱ�졣 ��������www.eadianqi.com  ��
�� ʱ���ϡ��±������¶Ȳ�
ʱ���ϡ��±������¶Ȳ� ���ͻ����ƽ������
���ͻ����ƽ������ ������
������ �ǹ������Բ��༴�ǽ��������붥���ף����ľ��롣
�ǹ������Բ��༴�ǽ��������붥���ף����ľ��롣 
 �����ͻ�������Ҫ����
�����ͻ�������Ҫ���� ����ͼ5-30��
����ͼ5-30�� ���������ȱ�������תʱ��Ĺ�ϵ����ͼ��Ҳ�ɿ������ڻ����տ�ʼ��ת��һ��ʱ���ڣ��ȱ�������תʱ��IJ�ͬ���仯��������Ҳ�ϴ���˼ӹ����Ⱥܲ��ȶ����ر����Զ������Զ��������õ������ӹ�ʱ����Ҫ����һ�ε��������ȶ��ػ��Ԥ�ڵļӹ����ȣ����һ�Ҫ�������ӳ����ε�����������ʱ�䣬����������ʣ���ͱ����ֿ��ǻ����ȱ��ε�Ӱ�졣���ӹ�����Ҫ��ϸ�ʱ���ڹ�����������ͣ��ʱ��̫����Ҳ��������������IJ�������ɼӹ����ȵIJ��ȶ����ڼӹ��ϴ�ı���ʱ��������Ϊ��������λ��������ͬ�����벻һ�£���������һ���ߵ���Ҫ�ϳ�ʱ�䣬�ڿ�ʼ�ߵ����ߵ�����ʱ���������������ȱ���Ҳ��һ�����ͻᵼ�¹����ϴ����״��
���������ȱ�������תʱ��Ĺ�ϵ����ͼ��Ҳ�ɿ������ڻ����տ�ʼ��ת��һ��ʱ���ڣ��ȱ�������תʱ��IJ�ͬ���仯��������Ҳ�ϴ���˼ӹ����Ⱥܲ��ȶ����ر����Զ������Զ��������õ������ӹ�ʱ����Ҫ����һ�ε��������ȶ��ػ��Ԥ�ڵļӹ����ȣ����һ�Ҫ�������ӳ����ε�����������ʱ�䣬����������ʣ���ͱ����ֿ��ǻ����ȱ��ε�Ӱ�졣���ӹ�����Ҫ��ϸ�ʱ���ڹ�����������ͣ��ʱ��̫����Ҳ��������������IJ�������ɼӹ����ȵIJ��ȶ����ڼӹ��ϴ�ı���ʱ��������Ϊ��������λ��������ͬ�����벻һ�£���������һ���ߵ���Ҫ�ϳ�ʱ�䣬�ڿ�ʼ�ߵ����ߵ�����ʱ���������������ȱ���Ҳ��һ�����ͻᵼ�¹����ϴ����״�� 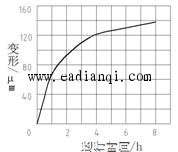
 ƽ��ĥ���������Ȳ������������ͳ�1�������������һ�����������䡣�����ڴ����²�����“�Ȳ�����”2�����ô������ȵĻ������������²���ʹ�����²����¶����ߣ��Դﵽ���ٴ����ϡ��²��²��Ŀ�ġ��������ִ�ʩ�������²��²��
ƽ��ĥ���������Ȳ������������ͳ�1�������������һ�����������䡣�����ڴ����²�����“�Ȳ�����”2�����ô������ȵĻ������������²���ʹ�����²����¶����ߣ��Դﵽ���ٴ����ϡ��²��²��Ŀ�ġ��������ִ�ʩ�������²��²�� �������а�����ԭ����
�������а�����ԭ���� ��Ϊ
��Ϊ �� �Զ�������www.eadianqi.com��Ȩ����
�� �Զ�������www.eadianqi.com��Ȩ����  ����ĥ���������Զ���⡢
����ĥ���������Զ���⡢ ���Ӷ��������˼ӹ����ȵ��ȶ��ԡ�
���Ӷ��������˼ӹ����ȵ��ȶ��ԡ� 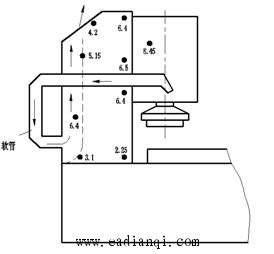
 ����ͼ5-34a�е�
����ͼ5-34a�е� ���ͼ
���ͼ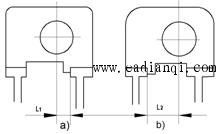
 ������Ϊ
������Ϊ ������Ϊ
������Ϊ �����ȼ�Ϊ
�����ȼ�Ϊ ��
��