|
1.前后双支承镗床夹具
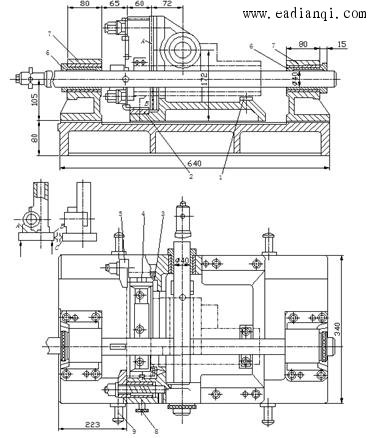
图1为镗削泵体上两个相互垂直的孔及端面用的夹具。夹具经找正后紧固在卧式镗床的工作台上,可随工作台一起移动和转动。工件以A、B面在支承板1、2、3上定位,C面在挡板4上定位,实现六点定位。夹紧时先用螺钉8将工件预压后,再用四个钩形压板5压紧。两镗杆的端面均有镗套6支承及导向。镗好一个孔后,镗床工作台回转90°,再镗第二个孔。镗刀块的装卸和调整在镗套与工件间的空档内进行。夹具上设置的起吊螺栓9,便于夹具的吊装和搬运。由于这种夹具前后双支承引导,镗杆刚性较易保证,且镗杆和镗床主轴采用浮动连接,镗孔的位置精度主要决定于镗模精度,机床主轴只起传递转矩的作用。 自动控制网www.eadianqi.com版权所有
1、2、3-支撑板;4-挡块;5-钩形压板;6-镗套;7-镗模支架; 8-螺钉;9-起吊螺钉 自动控制网www.eadianqi.com版权所有
图1 前后双支撑镗床夹具 本文来自www.eadianqi.com 2.采用导向轴的镗孔夹具 自动控制网www.eadianqi.com版权所有
图2所示为采用导向轴的镗孔夹具,用来加工箱体盖的两个平行孔
自动控制网www.eadianqi.com版权所有
1-夹具体;2-导向轴;3-钩形压板;4-螺母;5、6、7-可调支撑钉 自动控制网www.eadianqi.com版权所有 图2 采用导向轴的镗孔夹具 自动控制网www.eadianqi.com版权所有
这种夹具可紧固在立式镗床或摇臂钻床的工作台上。工件以底平面为主要定位基准,安装在夹具体的平面上,另以两侧面分别为导向、止推定位基准,定位三个可调支承钉5、6、7上,从而实现六点定位。工件定位后,转动四个螺母4,通过四个钩形压板3将工件夹紧。加工时,镗刀杆(图中未全部画出)上端与机床主轴浮动连接,下端以
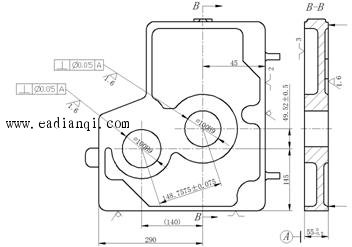
本文来自www.eadianqi.com 图3 箱体盖工序图 自动控制网www.eadianqi.com版权所有 |
 ,箱体盖得工序简图见图3所示。
,箱体盖得工序简图见图3所示。 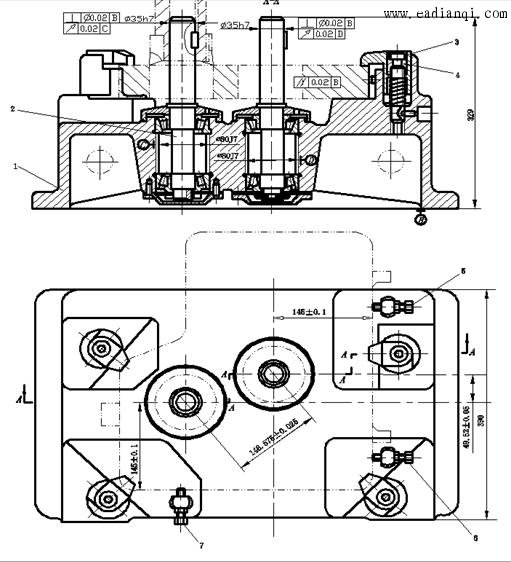
 圆柱孔与导向轴2相配合。镗刀在切削进给的同时,沿导向轴向下移动。当一个孔加工完毕后,镗刀杆再与另一个导向轴配合,加工第二个孔。这种夹具结构简单,定位合理,夹紧可靠,其主要特点是导向元件不采用一般的镗套形式,而以导向轴来代替,从而使工件安装方便。 自动控制网www.eadianqi.com版权所有
圆柱孔与导向轴2相配合。镗刀在切削进给的同时,沿导向轴向下移动。当一个孔加工完毕后,镗刀杆再与另一个导向轴配合,加工第二个孔。这种夹具结构简单,定位合理,夹紧可靠,其主要特点是导向元件不采用一般的镗套形式,而以导向轴来代替,从而使工件安装方便。 自动控制网www.eadianqi.com版权所有