|
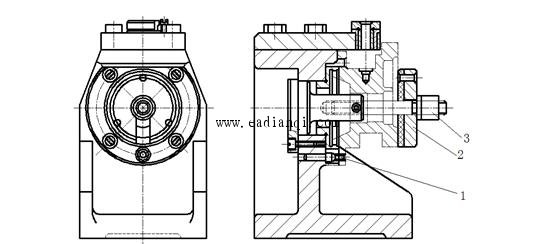
钻床夹具是指用来在各种钻床(如台钻、立钻、摇臂钻、多轴钻等)上加工孔的机床夹具。这类夹具用一种特殊元件——引导元件来引导刀具(钻头、扩孔钻、铰刀)进入正确的加工位置,以保证刀具与工件定位基准间的相互位置精度,所以这类夹具又称为钻模。 本文来自www.eadianqi.com 钻模是机床夹具中应用最广泛的一种夹具。钻模的结构形式很多,这主要是由于被加工孔的位置相对于定位基准来说,比较分散而且几何关系变化较多所决定。按工件的结构形状、大小和钻模的结构特点不同,钻模可分为固定式钻模、回转式钻模、翻转式钻模、复式钻模和滑柱式钻模等多种。 自动控制网www.eadianqi.com版权所有 1.钻模结构类型和特点 本文来自www.eadianqi.com (1)固定式钻模 自动控制网www.eadianqi.com版权所有 这类钻模多为大型钻模,一般在立钻或摇臂钻床上使用,加工工件较大的孔或轴线相互平行的孔系,钻模需要固定在机床工作台上。钻模在立钻上固定时,首先用装在钻床主轴上的钻头或同直径的心轴插入钻模引导孔内校正其位置,然后将其固定。这样既可以减少钻模引导元件的磨损,又可以保证有较高的位置精度。 本文来自www.eadianqi.com 图4-5为固定式钻模的典型结构。工件以一平面、一外圆柱面和一小孔作定位基准,在夹具的定位元件上定位,用螺旋夹紧件通过开口垫圈2夹紧工件,钻模板固定在夹具体上,而夹具体则固定在钻床工作台上。 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com 1-菱形销;2-开口垫圈;3-螺母 自动控制网www.eadianqi.com版权所有
图4-5 固定式钻模 本文来自www.eadianqi.com
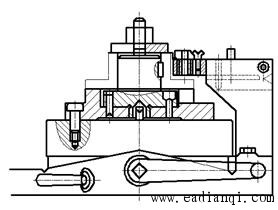
(2)回转式钻模 自动控制网www.eadianqi.com版权所有 当工件的被加工孔,是轴线相互平行的轴向孔或是分布在圆柱面上的径向孔时,使用回转式钻模是很方便的,既可以保证加工精度,又可提高生产效率。 自动控制网www.eadianqi.com版权所有 回转式钻模的结构形式按其转轴的位置可分为立轴式、卧轴式和斜轴式三种。这类钻模的引导元件——钻套一般是固定不动的,为了实现工件在一次装夹中进行多工位加工的目的,钻模上一般采用回转式分度装置。 本文来自www.eadianqi.com 图4-6为立轴式回转钻模,用于标准立轴式分度钻台上加工圆周分布的各轴向孔,夹具通过中心销在转台上定位和夹紧后,即可进行加工。 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有
图4-6 立轴式回转钻模 本文来自www.eadianqi.com
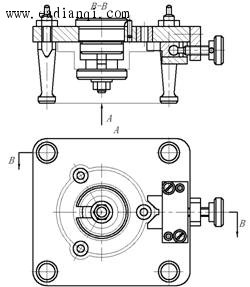
(3)翻转式钻模 本文来自www.eadianqi.com 这类钻模的特点是整个夹具可以和工件一起翻转,可以用来加工同方向的平行孔系,也可以用来加工不同方向的孔。这类钻模是一种小型夹具,在操作过程中,需要人工进行翻转,因此这类钻模一般重量不超过10kg,对于稍大一些的工件用翻转钻模时,必须设计专门的托架。 本文来自www.eadianqi.com 支柱式钻模是这类钻模的典型结构之一。其结构特点是用四个支脚来支承钻模。装卸工件时,必须将钻模翻转180°,装好工件后,再翻转回来进行加工。夹具装配好后,四个支脚的支承面必须再磨平,以保证四个支脚的支承面在同一平面内,并与钻套孔中心线垂直。 本文来自www.eadianqi.com
图4-7所示为一种盘状零件用支柱式钻模,工件用内孔和端面为定位基准,在夹具的定位销和钻模板的底平面上定位,用一活动V形块定方向,用螺母通过开口垫圈进行轴向夹紧,翻转过来即可进行钻孔加工。 本文来自www.eadianqi.com
图4-7 支柱式钻模 自动控制网www.eadianqi.com版权所有
(4)复式钻模 自动控制网www.eadianqi.com版权所有 这类钻模的特点是将钻模板装在工件上,定位元件、夹紧元件和钻套均装在钻模板上,以保证加工孔的位置精度。这类钻模通常是利用工件上的一个与定位基准平面平行的表面或工件底平面,直接或间接地放置在钻模工作台上,以支承工件和钻模。这类钻模除钻模板外,不用设置专门的夹具体。 自动控制网www.eadianqi.com版权所有 图4-8为加工铸造连杆上小孔用的复式钻模。用工件的上表面、大孔作定位基准,在钻模板的下表面和装在钻模上的定位销定位,用活动V形块定方向并夹紧。用工件的下表面放在钻床工作台面上作为支承面进行钻孔。 本文来自www.eadianqi.com
图4-8 复式钻模 自动控制网www.eadianqi.com版权所有 (5)滑柱式钻模 本文来自www.eadianqi.com 这类钻模是一种标准化、规格化的通用钻模。钻模体可通用于较大范围的不同工件。设计时,只需跟不同的加工对象设计相应的定位、夹紧元件,因此可以简化设计工作。另外,这种钻模不必设计单独的夹紧装置,夹紧工件方便、迅速,适用于不同类型的各种中小型零件的孔加工,尤其是大批量生产中应用较广。 自动控制网www.eadianqi.com版权所有
图4-9为滑柱式钻模的应用实例,用以钻、扩、铰削加工拨叉零件上一个
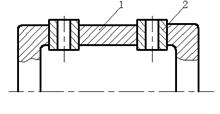
本文来自www.eadianqi.com 1-钻模体;2-支撑钉;3-挡销;4-压柱;5-垫板;6-螺钉;7-钻套;8-衬套;9-定心件 自动控制网www.eadianqi.com版权所有 图4-9 滑柱式钻模 自动控制网www.eadianqi.com版权所有 2.钻模板 本文来自www.eadianqi.com 用于装夹钻套的钻模板,是钻床夹具的重要组成部分,按其与夹具体的连接方式可分为固定式、铰链式、分离式和悬挂式等几种。 自动控制网www.eadianqi.com版权所有 (1)固定式钻模板 本文来自www.eadianqi.com 如图4-10所示,它直接固定在夹具体上,因此钻模板1上的钻套2相对于夹具体是固定的,所以精度较高。由于是固定式结构,对于有些工件的装卸不是很方便。固定式钻模板与夹具体可以采用销钉定位及其螺钉紧固结构。对于简单的钻模,也可以采用整体铸造或者焊接结构。 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com 1-钻模板;2-钻套 本文来自www.eadianqi.com 图4-10固定式钻模板 本文来自www.eadianqi.com
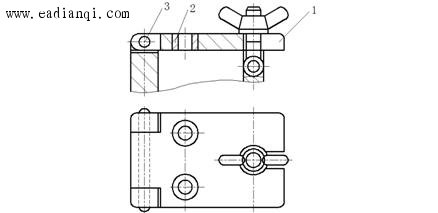
(2)铰链式钻模板 自动控制网www.eadianqi.com版权所有 如图4-11所示,是用铰链装在夹具体上的,因此它可以绕铰链轴翻转。由于铰链孔和轴套之间存在间隙,所以它的加工精度不如固定式钻模板高,但是装卸工件方便。 本文来自www.eadianqi.com
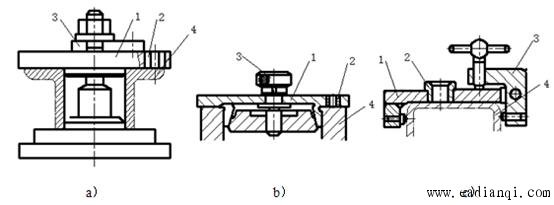
1-钻模板;2-钻套;3-轴销 本文来自www.eadianqi.com 图4-11 铰链式钻模板 自动控制网www.eadianqi.com版权所有 (3)分离式钻模板 自动控制网www.eadianqi.com版权所有 如图4-12所示,它与夹具体是分离的,而成为一个独立部分。工件在夹具每装卸一次,钻模板也要装卸一次。用这种钻模板钻孔的精度较高,但是装卸工件的时间长,效率低。图3-12中的a、b、c所示为分离式钻模板三种不同的结构。 本文来自www.eadianqi.com
图4-12 分离式钻模板 自动控制网www.eadianqi.com版权所有
(4)悬挂式钻模板 自动控制网www.eadianqi.com版权所有 如图4-13所示,钻模板悬挂在机床主轴上,由机床主轴带动而与工件靠紧或离开。它与夹具体的相对位置由滑柱来确定。图中的钻模板4悬挂在滑柱2上,通过弹簧5和横梁6与主轴连接。这种钻模板多与组合机床的多轴头联用。 本文来自www.eadianqi.com
1-夹具体;2-滑柱;3-工件;4-钻模板;5-弹簧;6-横梁 自动控制网www.eadianqi.com版权所有 图4-13 悬挂式钻模板 自动控制网www.eadianqi.com版权所有 3.钻套 自动控制网www.eadianqi.com版权所有 钻套(又称导套)是确定刀具位置及方向的元件。它在钻模中的作用是保证被加工孔的位置精度,引导刀具防止加工时偏斜,提高刀具的刚性,防止加工时震动。钻套根据其结构的不同可分为:固定钻套、可换钻套、快换钻套和特种钻套四类。 自动控制网www.eadianqi.com版权所有
(1)固定钻套 本文来自www.eadianqi.com 图4-14a、b 所示为固定钻套的两种形式,这种钻套的外圆用H7/n6或H7/r6的过盈配合压入钻模板或夹具体上。这种钻套的缺点是磨损后不易更换。因此主要用于中小批生产的钻模上或用来加工孔距小以及孔距精度要求高的孔。 本文来自www.eadianqi.com
本文来自www.eadianqi.com
a) b) 自动控制网www.eadianqi.com版权所有 图4-14 固定钻套 本文来自www.eadianqi.com (2)可换钻套 本文来自www.eadianqi.com
图 4-15所示为可换钻套,可换钻套外圆用H6/g5或H7/g6的间隙配合装在衬套孔中,而衬套外圆与钻模板底孔的配合则采用H7/n6或H7/r6的过盈配合。可换钻套由螺钉固定住,以防止转动。由于钻套外圆与衬套内孔的配合间隙影响,其加工精度不如固定钻套,但钻套磨损后更换方便。 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有 图4-15 可换钻套 图4-16 快换钻套 自动控制网www.eadianqi.com版权所有
1-可换钻套;2-衬套;3-钻模板;4-螺钉 本文来自www.eadianqi.com 1-可换钻套;2-衬套;3-钻模板;4-螺钉 自动控制网www.eadianqi.com版权所有 (3)快换钻套 自动控制网www.eadianqi.com版权所有 图4-16所示为快换钻套。该钻套更换迅速,只要将钻套转动一下即可从钻模板中取出。这种钻套适用于在一个工序中用几种刀具(钻、扩、铰)依次连续加工情况,广泛地应用于批量生产。 本文来自www.eadianqi.com (4)特种钻套 本文来自www.eadianqi.com
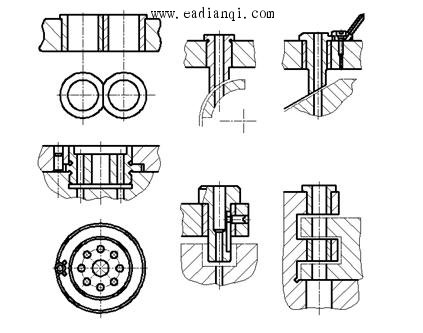
当工件的结构形状或工序加工条件均不允许采用上述标准钻套时,就应根据具体情况设计各种形式的特种钻套。图4-17所示为几种特种钻套的例子。 本文来自www.eadianqi.com
图4-17 特种钻套 自动控制网www.eadianqi.com版权所有 |
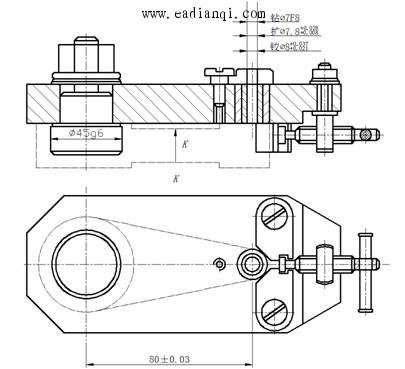
 的孔。工件以加工部位的外形在定位元件9上定心,左端用两个可调支承2支承在工件底面上,以保证工件的水平位置。后侧面放一挡销3,以克服加工过程中产生转矩,工件的夹紧时靠装在钻模上的液压塑料夹紧装置来实现的。转动手柄,钻模板向下移动,压柱4将工件压紧,刀具顺次从钻套7的引导孔中进入加工位置,进行空的钻、扩和饺削加工。 自动控制网www.eadianqi.com版权所有
的孔。工件以加工部位的外形在定位元件9上定心,左端用两个可调支承2支承在工件底面上,以保证工件的水平位置。后侧面放一挡销3,以克服加工过程中产生转矩,工件的夹紧时靠装在钻模上的液压塑料夹紧装置来实现的。转动手柄,钻模板向下移动,压柱4将工件压紧,刀具顺次从钻套7的引导孔中进入加工位置,进行空的钻、扩和饺削加工。 自动控制网www.eadianqi.com版权所有 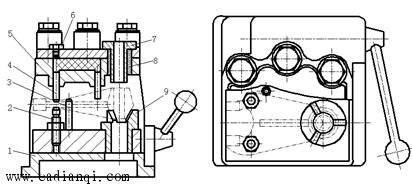
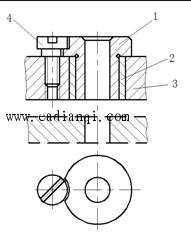
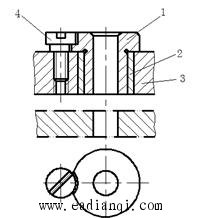
 1-钻模板;2-钻套;3-压板;4-工件
1-钻模板;2-钻套;3-压板;4-工件 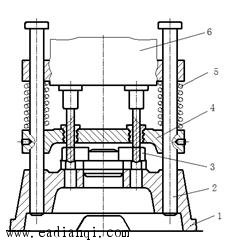 本文来自www.eadianqi.com
本文来自www.eadianqi.com 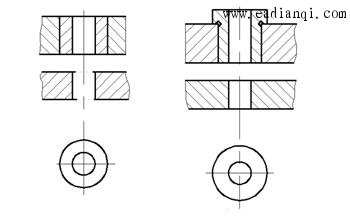
 本文来自www.eadianqi.com
本文来自www.eadianqi.com