|
ЃЈ1ЃЉМгЙЄгрСПЕФИХФю
змгрСПZ0гыЙЄађгрСПZi ЕФЙиЯЕЃК
ЕЅБпгрСП
ЖдгкЗЧЖдГЦБэУцЃЌЦфМгЙЄгрСПгУЕЅБпгрСП Zb БэЪОЃКZb =la-lb
ЫЋБпгрСП
ЖдгкЭтдВФкдВЕШЖдГЦБэУцМгЙЄгрСПгУЫЋБпгрСП2ZbБэЪО
ЖдгкАќШнГпДчЃЈПзОЖЁЂВлПэЃЉЃЌЯТЦЋВюЮЊ0ЃЌЦфзюаЁГпДч
ОЭЪЧЛљБОГпДчЃЌБОЙЄађЕФЙЋГЦгрСПЃКZb =lb-la
Zmax= (lb +Tb) – la= Zb + Tb
Zmin = lb – (la +Ta) = Zb – Ta
 здЖЏПижЦЭјwww.eadianqi.comАцШЈЫљга здЖЏПижЦЭјwww.eadianqi.comАцШЈЫљга
ЙЄађгрСПБфЖЏЗЖЮЇ
Tz = Zmax–Zmin
= Tb + Ta
гАЯьМгЙЄгрСПЕФвђЫи
1ЃЉЩЯЙЄађСєЯТЕФБэУцДжВкЖШжЕRyКЭБэУцШБЯнВуЩюЖШHaБОЙЄађБиаыАбЩЯЙЄађСєЯТЕФБэУцДжВкЖШКЭБэУцШБЯнВуШЋВПЧаШЅЃЌвђДЫБОЙЄађгрБиаыАќРЈетСНЯювђЫиЁЃ
2ЃЉЩЯЙЄађЕФГпДчЙЋВюTaЩЯЙЄађМгЙЄБэУцДцдкГпДчЮѓВюЃЌЮЊЪЙБОЙЄађФмШЋВПЧаГ§ЩЯЙЄађСєЯТЕФБэУцДжВкЖШКЭШБЯнВуЃЌЙЄађгрСПгІАќРЈTaЯюЁЃ
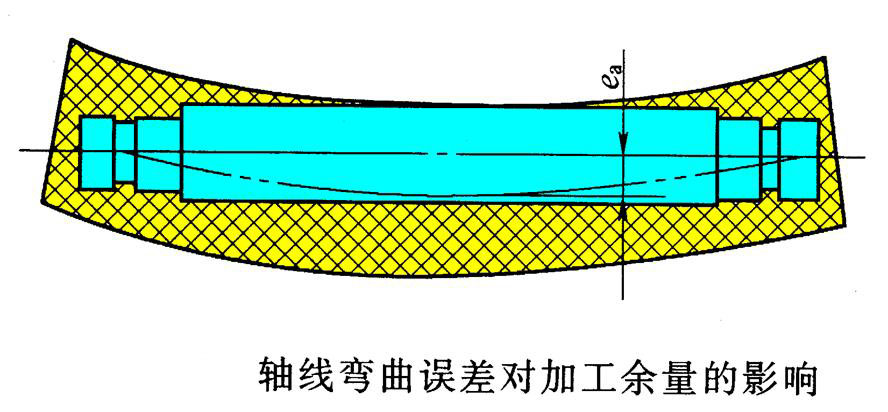
3ЃЉTaжЕУЛгаАќРЈЕФЩЯЙЄађСєЯТЕФПеМфЮЛжУЮѓВю eaЙЄМўЩЯгааЉаЮЮЛЮѓВюЮДАќРЈдкМгЙЄБэУцЙЄађГпДчЙЋВюЗЖЮЇжЎФк,дкШЗЖЈМгЙЄгрСПЪБЃЌаыПМТЧЫќУЧЕФгАЯьЃЌЗёдђНЋЮоЗЈШЅГ§ЩЯЙЄађЯТЕФБэУцШБЯнВуЁЃ БОЮФРДздwww.eadianqi.com
БОЮФРДздwww.eadianqi.com
 здЖЏПижЦЭјwww.eadianqi.comАцШЈЫљга здЖЏПижЦЭјwww.eadianqi.comАцШЈЫљга
БОЮФРДздwww.eadianqi.com
4ЃЉБОЙЄађЕФзАМаЮѓВю εb
ШчЙћБОЙЄађДцдкзАМаЮѓВюЃЈЖЈЮЛЮѓВюЁЂМаНєЮѓВюЃЉЃЌ дкШЗЖЈБОЙЄађМгЙЄгрСПЪБЛЙгІПМТЧεbЕФгАЯьЁЃ
eaгыεbЖМЪЧЯђСПЃЌвЊгУЪИСПЯрМгЫљЕУЪИСПКЭЕФФЃНјаагрСПМЦЫуЁЃ
злЩЯЗжЮіЃЌЙЄађгрСПЕФзюаЁжЕПЩгУвдЯТЙЋЪНМЦЫуЃК
ЖдгкЕЅБпгрСПЃК
ЖдгкЫЋБпгрСПЃК
5ЃЉ МгЙЄгрСПЕФШЗЖЈ
a.МЦЫуЗЈ
еЦЮегАЯьМгЙЄгрСПЕФИїжжвђЫиОпЬхЪ§ОнЕФЬѕМўЯТЃЌ
МЦЫуЗЈБШНЯПЦбЇЃЌЕЋФПЧАЭГМЦзЪСЯНЯЩйЁЃ
b.ОбщЙРМЦЗЈ
ЮЊБмУтГіЯжЗЯЦЗЃЌЙРМЦгрСПвЛАуЦЋДѓЃЌгУгкЕЅМўаЁХњЩњВњЁЃ
c.ВщБэЗЈ
вдЩњВњЪЕМљКЭЪЕбщбаОПЮЊЛљДЁжЦГЩЪ§ОнБэИёЃЌВщБэ
ВЂНсКЯЪЕМЪЧщПіМгвдаое§ЁЃВщБэЗЈШЗЖЈМгЙЄгрСПЃЌЗН
ЗЈМђБуЃЌНЯНгНќЪЕМЪЃЌгІгУЙуЗКЁЃ
6) ЙЄађГпДчМАЦфЙЋВюЕФШЗЖЈ
a.ЙЄвеЛљзМгыЩшМЦЛљзМжиКЯ
ЭЌвЛБэУцОЖрДЮМгЙЄДяЕНЭМжНГпДчвЊЧѓЃЌЦфжаМфЙЄађ
ГпДчИљОнСуМўЭМГпДчМгЩЯЛђМѕШЅЙЄађгрСПМДПЩЕУЕНЃЌМД
ДгзюКѓвЛЕРЙЄађЯђЧАЭЦЫуЃЌЕУГіЯргІЕФЙЄађГпДчЃЌвЛжБЭЦЫуЕНУЋХїГпДчЁЃ БОЮФРДздwww.eadianqi.com
b.ЙЄвеЛљзМгыЩшМЦЛљзМВЛжиКЯ
БиаыЭЈЙ§ЙЄвеГпДчЕФМЦЫуВХФмЕУЕНЃЌЯжвдВщБэЗЈШЗЖЈЙЄађгрСПЃЌИїМгЙЄЗНЗЈАДОМУОЋЖШКЭЯр
гІЙЋВюжЕЃЌШЗЖЈФГЯфЬхСуМўЩЯПзМгЙЄЕФИїЙЄађГпДчКЭЙЋВюЁЃ
ЩшУЋХїЮЊДјПзж§МўЃЌСуМўПзвЊЧѓДяЕНΦ100H7ЃЈ+0.035ЃЉ,Ra
ЮЊ0.8μmЃЌВФСЯЮЊHT200ЁЃ
ЦфЙЄвеТЗЯпЮЊДжял→АыОЋял→ОЋял→ОЋУмял БОЮФРДздwww.eadianqi.com
|