自动控制网
―学习
自动控制
技术
电气自动化
技术从这里开始!
手机版
|
安全生产
|
电气论坛
|
高级搜索
|
网站地图
|
TAG标签
RSS订阅
[
设为首页
] [
加入收藏
]
首页
行业资讯
基础知识
电气控制
自动化
机器人
传感器
工业通讯
执行机构
线性系统
机床
当前位置:
自动控制网
>
机床
>
CNC装置速度处理和加减速控制
时间:
2015-09-18 16:25
来源:
www.eadianqi.com
编辑:
自动控制网
1.进给速度计算 开环系统: 速度通过控制向步进电机输出脉冲的频率来实现。 速度计算的方法是根据程编的F值来确定该频率值。 半闭环和闭环系统: 采用数据采样方法进行插补加工,速度计算是根据程编的F值,将轮廓曲线分割为采样周期的轮廓步长。 (1)开环系统
1.进给速度计算
开环系统:
速度通过控制向
步进电机
输出脉冲的频率来实现。
速度计算的方法是根据程编的F值来确定该频率值。
半闭环和闭环系统:
采用数据采样方法进行插补加工,速度计算是根据程编的F值,将轮廓曲线分割为采样周期的轮廓步长。
(1)开环系统进给速度的计算
脉冲的频率决定进给速度。
δ为脉冲当量,单位:mm ,则
两轴联动时,各坐标轴速度为:
合成速度(即进给速度)V为
(2)半闭环和闭环系统的速度计算:
确定一个采样周期的轮廓步长和各坐标轴的进给步长。
自动控制网www.eadianqi.com版权所有
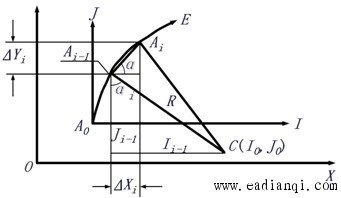
直线插补速度计算:
a)程序段投影
L
x
=x
e
′-x
0
′ L
y
=y
e
′-y
0
′
b)直线方向余弦
cosα=L
x
/L cosβ=L
y
/L
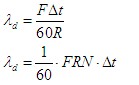
c)一个插补周期的步长( ΔL )
ΔL=(1/60)F·Δt,速度F单位:mm/min,插补周期Δt单位:ms,
ΔL单位:μm
d)各坐标轴在一个采样插补周期的运动步长
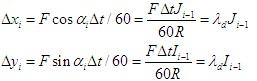
Δx =ΔL·cosα=Fcosα·Δt/60 (μm)
Δy =ΔL·sinα=Fsinα·Δt/60 =ΔL·cosβ= Fcosβ·Δt/60 (μm)
圆弧插补时速度计算(由于插补原理不同,计算方法也不同,将算法步骤是分配在速度计算中还是插补计算中也各不相同。)
坐标轴在一个采样周期内的步长为:
速度计算的任务是计算
其中,
——步长分配系数(速度系数)
本文来自www.eadianqi.com
2.进给速度控制
常用的控制方法:
程序计时法——用于脉冲增量插补。
时钟中断法——用软件控制每个时钟周期内的插补次数,达到速度控制的目的。
积分法——设置V/ΔL积分器
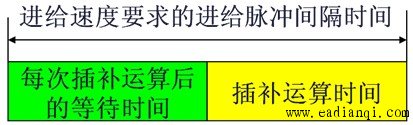
(1)程序计时法
原理:
用途:点位直线控制系统。脉冲增量。空运转等待时间越短,发出进给脉冲频率越高,速度就越快。
(2)时钟中断法
原理:求一种时钟频率,用软件控制每个时钟周期内 的插补次数。
适用:脉冲增量插补原理
(3)设置V/ΔL积分器方法
本文来自www.eadianqi.com
DDA插补方法中,速度F代码是用进给速度数(FRN)给定的。将FRN作为与坐标积分器串联之速度积分器的被积函数,使用经计算得到的累加频率,可产生适当的速度积分器溢出频率。将它作为坐标积分器的累加频率,就能使DDA插补器输出的合成速度保持恒定。
3.数据采样原理CNC装置的加、减速控制
加减速控制目的:保证
机床
在启动或停止时不产生冲击、失步、超程或振荡。
方法:
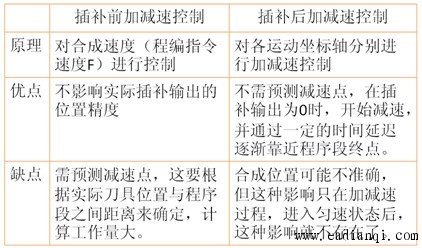
插补前加减速控制;
插补后加减速控制。
瞬时速度与稳定速度:
稳定速度的计算公式如下
V
g
=TKF/(60·1000)
本文来自www.eadianqi.com
当机床起动、停止或在切削加工中改变进给速度时,系统自动进行加减速处理。常用加减速曲线有:
指数加减速;
线性加减速;
钟形加减速;
S曲线加减速。
本文已影响
人
上一篇:
CNC装置输入和数据处理
下一篇:
CNC装置插补计算
相关内容:
如何控制激光切割机的切割质量
DNC的优点
CNC的功能
磁栅测量装置的组成
光栅测量装置的数字变换线路
机床电气控制方式的选择
速度继电器的结构和工作原理
速度继电器的图形、文字符号
直流接触器常用纵缝和磁吹装置灭弧
机床夹具的其他装置
长光栅检测装置的结构
数控测量装置的性能指标及要求
数控检测装置的分类
CNC装置位置控制
CNC装置插补计算
CNC装置输入和数据处理
CNC装置软件结构特点
点位/直线控制的数控装置的结构
开放式数控装置的体系结构
多微处理机数控装置的硬件结构
推荐内容
机床电气控制技术课程学习方法
机床电气控制技术与机械类专业的其他课程相比,有其自身的特点,学习时要注意: 1)注...
热点内容
数控机床主轴控制指令M03、M04、
C650型卧式车床的电气控制线路原
Z3040型摇臂钻床的电气控制线路
联锁控制线路原理图解
M7130型平面磨床的电气控制线路
电磁离合器作用和工作原理
数控机床换刀指令M06
T68型卧式镗床的电气控制线路原
交流接触器常用的灭弧方法
学习数控机床维修技术有感
提高机床刚度的措施
CNC装置的主要功能和特点
空气阻尼式时间继电器组成和原理
DDA法直线插补举例
典型夹紧机构
电机星形三角形降压启动电路图解
晶体管式时间继电器工作原理
速度继电器的图形、文字符号