|
1.坐标轴及运动方向的规定 数控机床的坐标轴和运动方向,应有统一的规定,并共同遵守。这样将给数控系统和机床的设计、程序编制和使用维修带来极大的便利。 (1)直线进给和圆周进给运动坐标系 机床的一个直线进给运动或一个圆周进给运动定义一个坐标轴。标准规定采用右手直角笛卡儿坐标系,即直线进给运动用直角坐标系X、Y、Z表示,常称为基本坐标系。 X、Y、Z坐标的相互关系用右手定则确定。围绕X、Y、Z轴旋转的圆周进给坐标轴分别用A、B、C坐标表示,其正向根据右手螺旋定则确定,如图2-3所示。 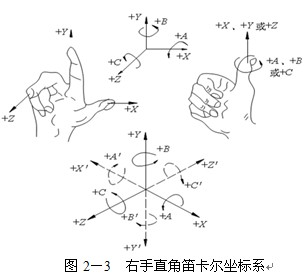 为方便数控加工程序的编制以及使程序具有通用性,目前国际上数控机床的坐标轴和运动方向均已标准化。标准规定,在加工过程中无论是刀具移动,工件静止,还是工件移动,刀具静止,一般都假定工件相对静止不动,而刀具在移动,并同时规定刀具远离工件的方向作为坐标轴的正方向。 本文来自www.eadianqi.com (2)机床坐标轴的确定方法 1) Z坐标 规定平行于机床主轴(传递切削动力)的刀具运动坐标为Z坐标,取刀具远离工件的方向为正方向(+Z)。 对于刀具旋转的机床,如铣床、钻床、镗床等,平行于旋转刀具轴线的坐标为Z坐标。 而对于工件旋转的机床,如车床、外圆磨床等,则平行于工件轴线的坐标为Z坐标。 2) X坐标 规定X坐标轴为水平方向,且垂直于Z轴并平行于工件的装夹面。对于工件旋转的机床(如车床、外圆磨床等),X坐标的方向是在工件的径向上,且平行于横向滑座 。同样,取刀具远离工件的方向为X坐标的正方向。对于刀具旋转的机床(如铣床、镗床等)则规定:当Z轴为水平时,从刀具主轴后端向工件方向看,向右方向为X轴的正方向;当Z轴为垂直时,面对刀具主轴向立柱方向看,向右方向为X轴的正方向。 3) Y坐标 Y坐标垂直于X、Z坐标。在确定了X、Z坐标的正方向后可按右手定则确定Y坐标的正方向。 4) A、B、C坐标 A、B、C坐标分别为绕X、Y、Z坐标的回转进给运动坐标,在确定了X、Y、Z坐标的正万向后,可按右手螺旋定则来确定A、B、C坐标的正方向(图2-3)。 自动控制网www.eadianqi.com版权所有 (3)编程坐标系 工件与刀具是一对相对运动,在数控编程时,为了方便,一律假定工件固定不动,全部用刀具运动的坐标系编程。这样,即使在编程人员不知道刀具移近工件还是工件移近刀具的情况下,也能编制正确的程序。 2.机床坐标系与工件坐标系 (1)机床坐标系与机床原点 机床坐标系是机床上固有的坐标系,并设有固定的坐标原点,其坐标和运动方向视机床的种类和结构而定。 机床坐标系的原点也称机床原点、机械原点。它是机床上的一个固定点,亦是工件坐标系的基准点,由机床制造厂确定。 (2)工件坐标系与工件原点 工件坐标系是编程人员在编程时使用的,是由编程人员以工件图样上的某一点为原点所建立的坐标系,编程尺寸都按工件坐标系中的尺寸确定。故工件坐标系也称编程坐标系。工件坐标系的原点也称工件原点、编程原点。它是可以用程序指令设置和改变的。在一个零件的全部加工程序中,根据需要,可以一次或多次设定或改变工件原点。 (3)机床坐标系与工件坐标系的关系 自动控制网www.eadianqi.com版权所有 机床坐标系与工件坐标系的关系如图2-4所示。一般说来,工件坐标系的坐标轴与机床坐标系相应的坐标轴相平行,方向也相同,但原点不同。在加工中,工件随夹具在机床上安装后,要测量工件原点与机床原点之间的坐标距离,这个距离称为工件原点偏置,这个偏置值需要预存到数控系统中。在加工时,工件原点偏置值能自动加到工件坐标系上,使数控系统按机床坐标系确定加工时的坐标值。 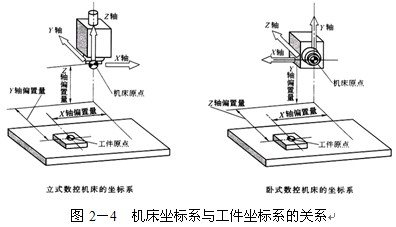 3.绝对坐标系和增量(相对)坐标系 (1)绝对坐标系 在坐标系中,所有的坐标点均以固定的坐标原点为起点确定坐标值,这种坐标系称为绝对坐标系(图2-5a)。 (2)增量(相对)坐标系 在坐标系中,运动轨迹(直线或圆弧)的终点坐标值是以起点开始计算的,这种坐标系称为增量(相对)坐标系。增量坐标系的坐标原点是移动的,坐标值与运动方向有关(0图2-5b)。 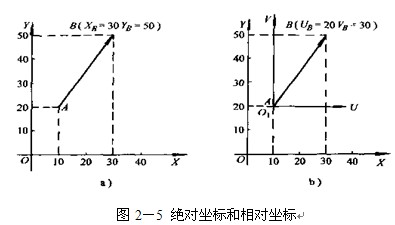 本文来自www.eadianqi.com |