|
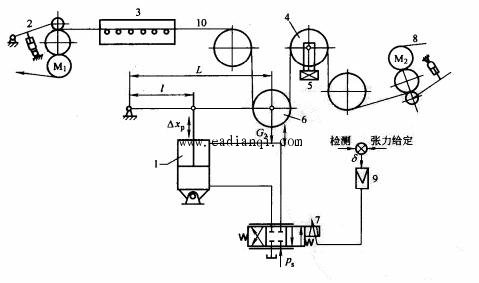
在钢带生产过程中,经常要求控制钢带的张力(例如在热处理炉内进行热处理时),因 此对薄带钢材的连续生产提出了高精度恒张力的控制要求。 图1是钢带张力控制液压伺服系统的原理图。
本文来自www.eadianqi.com
在钢带张力控制液压伺服系统中,热处理炉内的钢带张力由钢带牵引辊组2和钢带张力 本文来自www.eadianqi.com
本文来自www.eadianqi.com
|
|
在钢带生产过程中,经常要求控制钢带的张力(例如在热处理炉内进行热处理时),因 此对薄带钢材的连续生产提出了高精度恒张力的控制要求。 图1是钢带张力控制液压伺服系统的原理图。
本文来自www.eadianqi.com
在钢带张力控制液压伺服系统中,热处理炉内的钢带张力由钢带牵引辊组2和钢带张力 本文来自www.eadianqi.com
本文来自www.eadianqi.com
|
该机床的液压系统能够完成的主要任务是:工作台的往复运动和抖动,砂轮架的横向快速进...