|
1.组装的一般规定
1)组装前必须熟悉加工零件图样,工艺规程,使用机床、刀具以及加工方法。 本文来自www.eadianqi.com 2)按照确定的组装方案,选用元件(试装)、装配和调整尺寸,并按夹具结构和精度检验的程序进行组装。 自动控制网www.eadianqi.com版权所有 3)组装夹具时要满足下列要求:定位原则;工件夹紧合理,可靠;组装出的夹具应结构紧凑,刚度好,便于操作,保证安全使用,对车床夹具更应做好平衡和安全;夹具能在机床上顺利安装;装好夹具后应带齐钻套、钻套螺钉、定位轴、活动垫块、车床夹具的连接盘等。 自动控制网www.eadianqi.com版权所有
4)夹具装好须经检验合格后方可交付使用。 本文来自www.eadianqi.com 5)与加工精度有关的夹具精度,一般按工件公差要求的1/2~1/5进行调整和检验。 本文来自www.eadianqi.com 2.合理使用元件 本文来自www.eadianqi.com 1)按元件使用特性选用元件,不能在损害元件精度的情况下任意使用元件。 本文来自www.eadianqi.com 2)在基础板T形槽十字相交处使用槽用螺栓,当紧固力较大时应从基础板底部孔穿出。 本文来自www.eadianqi.com 3)在基础板T形槽十字相交的附近,使用槽用螺栓紧固其他元件时,应采用适当的措施防止T形槽交角有悬空现象。 本文来自www.eadianqi.com
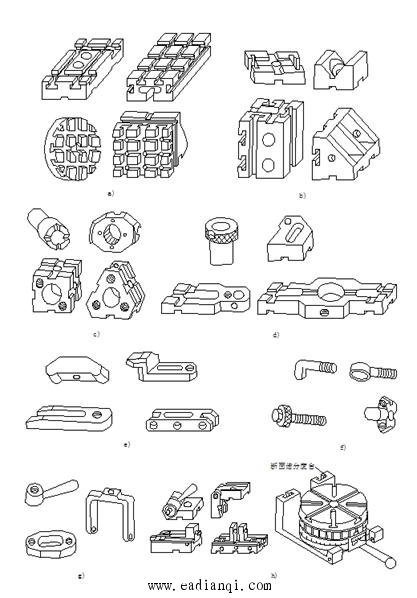
图1 组合夹具基本原件 自动控制网www.eadianqi.com版权所有 4)厚度较薄的T形槽,应避免直接承受较大的力。 自动控制网www.eadianqi.com版权所有 5)螺栓旋入螺母时,应有足够的深度。 自动控制网www.eadianqi.com版权所有 6)V形支承用作轴类工件定位,压紧时底面要全部垫实,不要两边悬空。 本文来自www.eadianqi.com 7)工件使用粗基准作主要定位面时,夹具应采用鳞齿支承帽等件组装定位。 本文来自www.eadianqi.com 3.正确的组装方法 自动控制网www.eadianqi.com版权所有
1)组装时要除净元件结合面上的污物和毛刺。 自动控制网www.eadianqi.com版权所有 2)工件的定位基准应尽量采用工艺基准或设计基准。 本文来自www.eadianqi.com 3)元件间定位联接除调整方向外要有足够数量的定位键,并保证定位可靠。 本文来自www.eadianqi.com 4)工件的两点或一点定位是毛坯面时,一般应装成可调整的支承点。 本文来自www.eadianqi.com 5)工件的压紧力方向要垂直于主要定位基准,压紧点尽量靠近加工部位,避免压紧点处工件悬空。 自动控制网www.eadianqi.com版权所有 6)使用压板压紧工件时,应注意力臂关系,在一定的主动力作用下应尽量使工件得到较大的压紧力。 自动控制网www.eadianqi.com版权所有 7)使用压板压紧工件时在压板的下面一般应装上弹簧和平垫圈,压板与紧固螺母间应放一对球面垫圈。 本文来自www.eadianqi.com 8)钻孔夹具中,钻套底面到工件孔端距离L一般应取(0.5~1)d,铸铁工件取较小值,钢件取较大值。 自动控制网www.eadianqi.com版权所有 9)铣、刨、平磨夹具要有承受主切削力的档块. 自动控制网www.eadianqi.com版权所有 10)调整夹具尺寸时,禁止用铜锤重击元件。 自动控制网www.eadianqi.com版权所有
11)为减少误差,组装基本完成后,应根据夹具精度要求,按标准规定调整尺寸。 自动控制网www.eadianqi.com版权所有 |
 本文来自www.eadianqi.com
本文来自www.eadianqi.com