|
ѡ��ë���Ļ���������ѡ��ë�������췽�������쾫�ȡ�ë����ѡ��Ӱ�쵽ë�������칤�պͷ��á�����Ӱ�쵽�����е�ӹ����ռ����������뾭���ԡ� ��������www.eadianqi.com һ��������ë������ �Զ�������www.eadianqi.com��Ȩ���� ��1������ �Զ�������www.eadianqi.com��Ȩ���� ������������״���ӵ����ë���������췽����ɰ�����졢�������졢����ģ���졢ѹ������ȡ��������������������ּ�ͭ����ɫ������ ��������www.eadianqi.com
��2���ͼ� �Զ�������www.eadianqi.com��Ȩ���� �ͼ�ë�����������Եõ������;��ȵĽ�����ά��֯��������ѧ���ܽϺã��������������ӵ���Ҫ������������췽�������ɶͺ�ģ�����֣��������ɶͼ��ľ��Ⱥ������ʽϵͣ���Ҫ����С���������ʹ��Ͷͼ������졣ģ�͵ľ��Ⱥ������ʽϸߣ���Ҫ����ë������Ҫ��ϸߵ���С������� ��������www.eadianqi.com ��3���Ͳ� �Զ�������www.eadianqi.com��Ȩ���� �Ͳij��ý�����״�ɷ�ΪԲ�֡����֡����Ǹ֡���֡��Ǹ֡��۸ֺ��������������״���Ͳ����������������ࡣ�����Ͳijߴ�ϴ��Ƚϵͣ�������һ�������ë���������Ͳijߴ��С�����Ƚϸߣ�������ë�Ⱦ���Ҫ��ϸߵ���С������� ��������www.eadianqi.com ��4�����Ӽ� ��������www.eadianqi.com ���Ӽ���Ҫ���ڵ���С���������ʹ���������������ơ����ŵ���������������ڶ̡���ʡ���ϡ��������������俹���Խ��棬���νϴ��뾭ʱЧ��������ܽ��л�е�ӹ��� �Զ�������www.eadianqi.com��Ȩ����
����ë��ѡ���ԭ�� �Զ�������www.eadianqi.com��Ȩ���� 1��������ϵĹ������Լ�����Բ�����֯�����ܵ�Ҫ�����磬��������ͭ���ܶ��죬ֻ��ѡ��������Ҫ�ĸ��������Ϊ��֤���õ���ѧ���ܣ����۽ṹ��״���ӣ�������ֱ��ѡȡ�����Ͳģ���Ӧѡ�öͼ��� �Զ�������www.eadianqi.com��Ȩ���� 2������Ľṹ��״�����γߴ磺���磬�������ֽ����ᣬ����̨��ֱ������ֱ��ѡȡԲ���ϣ�����̨��ֱ�����ϴ�Ϊ��Լ���Ϻͼ��ٽ�ж�ӹ����Ͷ���������ѡ��ͼ�ë��������һЩ����ת��İ����θ��������һ�����Ϊ�ͼ��� �Զ�������www.eadianqi.com��Ȩ���� 3����������Ĵ�С��������IJ����ϴ�ʱ��Ӧѡ�Ⱥ������ʶ��Ƚϸߵ�ë�����췽������������ë������ıȽϸߵ��豸��װ�����ã������ɲ������ĵļ��ٺͻ�е�ӹ����õĽ���������������IJ�������ʱ��Ӧѡ�Ⱥ������ʽϵ͵�ë�����췽���������ɶ���ͼ����ֹ����������������ȡ� ��������www.eadianqi.com 4����������������ѡ��ë��ʱ����Ҫ�����ֳ�ë�����ʵ�ʹ���ˮƽ���豸״������Э�Ŀ����Ժ;����ԡ�����ʱӦ������֯�ⲿЭ���������ȼ���������Ʒ����������������ֿɴٽ�ȫ���ë������רҵ�����ķ�չ����������ȡ�ýϺõľ���Ч�档 �Զ�������www.eadianqi.com��Ȩ���� ����ë����״��ߴ� �Զ�������www.eadianqi.com��Ȩ���� ë��ѡ������ֲ�ͬ����һ����ʹë�ȵ���״�ͳߴ羡��������ӽ����������Ĵ��Ͷ�������ë�ȣ���е�ӹ���Ϊ���ӹ����Ͷ����ͷ��ö��Ƚ��٣���һ����ë������״���ߴ���������ܴ�е�ӹ��г��϶���ϣ����Ͷ��������ñȽϴ�Ϊ��Լ��Դ��������ϣ�����ë������רҵ�������ķ�չ��ë������Ӧ������ǰһ�ַ���չ�����ǣ���������ë�����칤�պͼ��������ƣ���֮��Ʒ����ľ��Ⱥͱ���������Ҫ����Խ��Խ�ߣ�����ë����ijЩ������������һ���ļӹ��������Ա�ͨ����е�ӹ����ﵽ���������Ҫ��ë���ߴ������ߴ�IJ�ֵ��Ϊë���ӹ�������ë���ߴ�Ĺ����Ϊë����� ��������www.eadianqi.com
ë���ӹ�����ȷ����ë������״�ͳߴ磬���˽�ë���ӹ����������������Ӧ�ļӹ�������֮�⣬��Ҫ����ë�����졢��е�ӹ��Լ��ȴ�������������ص�Ӱ�졣������ӻ�е�ӹ����սǶ�����������ȷ��ë����״�ͳߴ�ʱӦע������⡣ �Զ�������www.eadianqi.com��Ȩ����
1��Ϊ�˼ӹ�ʱ����װ�еķ��㣬��Щ����ë����Ҫ��������װ�еļ�ͷ����ͷ������ӹ��������г��� �Զ�������www.eadianqi.com��Ȩ���� 2��װ�����Ҫ�γ�ͬһ�����������������Ϊ��֤�ӹ�������ʹ�ӹ����㣬������Щ�����������һ������ë���ӹ���һ�������и���룬��ͼ1��ʾ�� �Զ�������www.eadianqi.com��Ȩ����
ͼ1������������ĸ��������ͼ ��������www.eadianqi.com
3��������״�ȽϹ����С�����Ϊ�����е�ӹ�������Ч�ʣ�Ӧ������ϳ�һ��ë�������ӹ���һ���Σ��ٷ���ɵ�������ͼ2��ʾ�� ��������www.eadianqi.com
a���������ͼ����������������b��ë��ͼ �Զ�������www.eadianqi.com��Ȩ����
ͼ2�����������ͼ��ë��ͼ �Զ�������www.eadianqi.com��Ȩ���� 4��Ϊ�˼��ٹ���װ�б��Σ�ȷ���ӹ�����������һЩ���ڻ��������ҲӦ����ϳ�һ��ë���� ��������www.eadianqi.com |
 �Զ�������www.eadianqi.com��Ȩ����
�Զ�������www.eadianqi.com��Ȩ���� 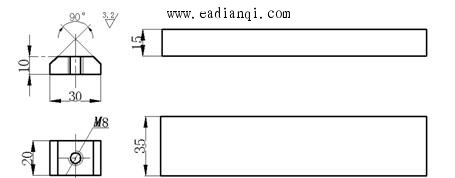 ��������www.eadianqi.com
��������www.eadianqi.com