|
一、生产过程
生产过程是指机械产品制造时,将原材料或半成品转变为成品的全过程。生产过程主要包括: 自动控制网www.eadianqi.com版权所有 1.生产技术准备过程 自动控制网www.eadianqi.com版权所有
2.毛坯的制造过程 本文来自www.eadianqi.com
3.零件的各种加工过程 本文来自www.eadianqi.com 4.产品的装配过程 本文来自www.eadianqi.com 5.各种生产服务活动 本文来自www.eadianqi.com
二、工艺过程 自动控制网www.eadianqi.com版权所有 工艺过程是指与原材料变为产品直接有关的过程。工艺过程主要包括: 本文来自www.eadianqi.com 1.工序 自动控制网www.eadianqi.com版权所有
工序是指一个(或一组)工人,在一台机床(或工作地)上,对一个(或同时对几个)工件所连续完成的那部分工艺过程。工序是工艺过程的基本单元。 自动控制网www.eadianqi.com版权所有 区分工序的主要依据是工作地(或设备)是否变动,零件加工的工作地变动后,即构成另一工序。例如图1-1所示的阶梯轴,当加工数量较少时,其加工工艺及工序划分如表1-1所示。当加工数量较大时,其工序划分如表1-2所示。 自动控制网www.eadianqi.com版权所有 2.工步与进给 自动控制网www.eadianqi.com版权所有 工步是指加工表面、切削工具和切削用量中的转速与进给量均不变的条件下所完成的那部分工艺过程。一个工序可以包括几个工步,也可以只包括一个工步。例如,在表1-2的工序2中,包括有粗精车外圆表面及切槽等工步,而工序3当采用键槽铣刀铣键槽时,就只包括一个工步。 自动控制网www.eadianqi.com版权所有
a) 毛坯图 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com b) 零件图 自动控制网www.eadianqi.com版权所有 图1-1 阶梯轴 本文来自www.eadianqi.com 表1-1 阶梯轴加工工艺过程 自动控制网www.eadianqi.com版权所有
表1-2 阶梯轴加工工艺过程 本文来自www.eadianqi.com
构成工步的任一因素(加工表面、刀具或切削量)改变后,一般即变为另一工步。但是对于那些在一次安装中连续进行的若干相同的工步,通常多看做一个工步。例如图1-2所示零件上4个 自动控制网www.eadianqi.com版权所有
为了提高生产率,用几把刀具同时加工几个表面的工步,称为复合工步(见图1-3)。在工件文件上,复合工步应视为一个工步。 本文来自www.eadianqi.com
本文来自www.eadianqi.com
图1-2 包括4个相同的表面加工 自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com 图1-3 复合工步 自动控制网www.eadianqi.com版权所有
3.装夹与工位 本文来自www.eadianqi.com 工件在加工之前,将工件在机床或夹具中定位、夹紧的过程称为装夹。在一个工序内,工件的加工可能需要装夹一次或几次。例如,表1-2中的工序3,一次装夹即铣出键槽,而工序2中,为车削全部外圆表面则最少需要两次装夹。工件加工中应尽量减少装夹次数,从而减小装夹误差,缩短辅助时间,提高生产效率。 自动控制网www.eadianqi.com版权所有
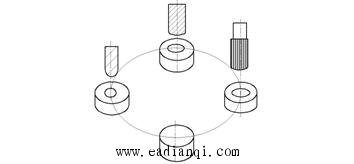
为了减少工件的装夹次数,常采用各种回旋工作台、回转夹具或位移夹具,使工件在一次装夹中先后处于几个不同的位置进行加工。此时,工件在机床上占据的每一个加工位置称为工位。图1-4所示为一利用回转工作台在一次装夹中一次完成装卸工件、钻孔、扩孔和铰孔四个工位加工的实例。 自动控制网www.eadianqi.com版权所有
图1-4 合并工步 本文来自www.eadianqi.com |
 本文来自www.eadianqi.com
本文来自www.eadianqi.com 
 孔的钻削,可写成一个工步——
孔的钻削,可写成一个工步—— 钻孔。
钻孔。