|
1. 焊条电弧焊 1.1焊接电弧:电弧作为电弧焊的能量来源,能有效而简便地把弧焊电源输送的电能转换成热能和机械能,供焊接使用。 自动控制网www.eadianqi.com版权所有 1.2焊接电弧极性及其选用: 本文来自www.eadianqi.com 直流焊接时:薄板(反接法) 焊件接负极 焊条接正极 本文来自www.eadianqi.com 厚板(正接法) 焊件接正极 焊条接负极 自动控制网www.eadianqi.com版权所有
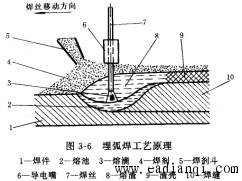
1.3焊条:是焊接材料,直接影响到焊接电弧的稳定性、焊缝金属的化学成分和力学性能。 本文来自www.eadianqi.com 1.3.1焊条的组成及作用:焊条由焊芯和药皮两部分组成。 自动控制网www.eadianqi.com版权所有 1)焊芯:是焊条中被药皮包覆金属芯。作用①传导电流,产生电弧;②作为填充金属与焊件熔化后的液态金属熔合形成焊缝。 自动控制网www.eadianqi.com版权所有 2)药皮:起着复杂的冶金反应和物理、化学变化。作用①机械保护;②冶金处理;③改善焊接工艺性能。 自动控制网www.eadianqi.com版权所有 2.埋弧焊: 自动控制网www.eadianqi.com版权所有 2.1工艺优点: 自动控制网www.eadianqi.com版权所有
1) 2) 生产率高。 本文来自www.eadianqi.com 3) 节省焊接材料。 自动控制网www.eadianqi.com版权所有
4) 易实现自动化。 自动控制网www.eadianqi.com版权所有 2.2工艺缺点: 本文来自www.eadianqi.com
1) 设备费用高。 自动控制网www.eadianqi.com版权所有
2) 焊进检查焊缝质量不方便。 本文来自www.eadianqi.com
3) 焊时只能平焊。 自动控制网www.eadianqi.com版权所有 2.3应用:适用于低碳钢、低合金钢、不锈钢、铜、铝等金属材料厚板的长焊缝焊接。 自动控制网www.eadianqi.com版权所有
3.1氩弧焊:用氩气作为保护气体的电弧焊。 自动控制网www.eadianqi.com版权所有
3.1.1优点:1)明弧焊。2)没有熔渣、焊接成本低。3)适用范围广、生产率高。 自动控制网www.eadianqi.com版权所有 3.1.2缺点:1)电弧光辐射强。2)不适于在有风的地方或露天施焊。3)设备也比较复杂。 自动控制网www.eadianqi.com版权所有
3.1.2应用:几乎适用于所有金属材料的焊接,特别是焊接化学性质活泼的金属材料。多用于焊接铝、镁、钛、铜及其合金、低合金钢、不锈 自动控制网www.eadianqi.com版权所有 3.2二氧化碳气体保护焊:用二氧化碳作为保护气体进行焊接的熔化极电弧焊。 本文来自www.eadianqi.com 3.2.1优点:1)生产率高。2)成本较低。3)焊接质量高。 本文来自www.eadianqi.com 3.2.2缺点:1)电弧光强,飞溅严重,焊缝成形不够光滑。 本文来自www.eadianqi.com 2)不宜焊接容易氧化的有色金属材料。3)不宜在有风的场地工作。 本文来自www.eadianqi.com 3.2.3应用:用于碳钢、低合金钢、不锈钢和耐热钢的焊接,也适用于修理机件,如磨损零件的堆焊。 本文来自www.eadianqi.com |
 焊接质量好。 本文来自www.eadianqi.com
焊接质量好。 本文来自www.eadianqi.com 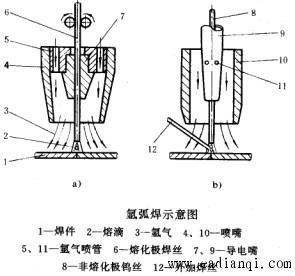 3.气体保护电弧焊:用外加气体作为电弧介质并保护电弧和焊接区的电弧焊。 自动控制网www.eadianqi.com版权所有
3.气体保护电弧焊:用外加气体作为电弧介质并保护电弧和焊接区的电弧焊。 自动控制网www.eadianqi.com版权所有  钢和耐热钢等材料。
钢和耐热钢等材料。