|
近似的成形运动或刃形所产生的误差,多为形状误差机床的误差
1)主轴回转误差
① 主轴回转误差概念
主轴回转时实际回转轴线与理想回转轴线的偏移量
三种基本形式:
a.纯径向跳动 b.纯角度摆动 c.轴向窜动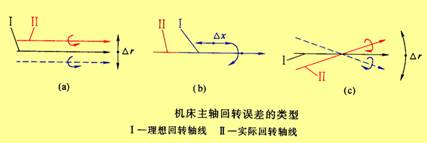 本文来自www.eadianqi.com
自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有
② 影响主轴回转精度的主要因素
轴承本身误差、轴承间隙、轴承间同轴度误差,各段轴
颈、轴孔的同轴度误差主轴系统的刚度和热变形等。
但它们对主轴回转精度的影响大小随加工方式而不同
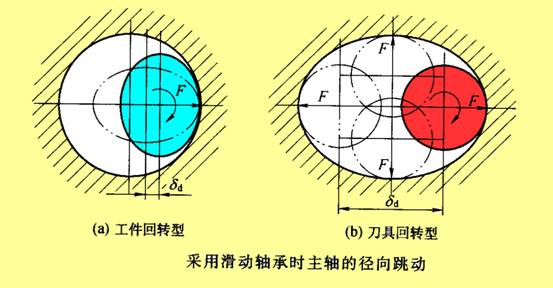
主轴采用滑动轴承的车床类,主轴受力方向一定,主轴颈圆
度误差影响较大,轴承内径圆度误差没影响
 本文来自www.eadianqi.com 本文来自www.eadianqi.com
本文来自www.eadianqi.com
本文来自www.eadianqi.com
自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com
自动控制网www.eadianqi.com版权所有
本文来自www.eadianqi.com
本文来自www.eadianqi.com
自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有
镗床主轴受力随镗刀旋转方向不断变化轴承孔误差影响大
滚动轴承结构复杂,影响主轴精度因素也较复杂
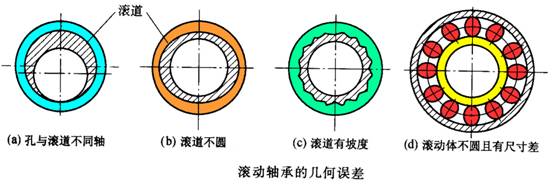 自动控制网www.eadianqi.com版权所有 自动控制网www.eadianqi.com版权所有
除轴承本身精度外,与配合件精度有很大关系如主轴轴颈、支承座孔等精度
产生轴向窜动主要原因是主轴轴肩端面和轴承承载端面对主轴回转轴线有垂直度误差。
主轴不同形式的回转误差引起的加工误差不同
车床上加工外圆内孔时,主轴径向跳动引起工件圆度和圆柱度误差,对工件端面无影响;
轴向窜动对圆柱表面影响不大,对端面垂直度平面度影响大,车削螺纹时会造成导程的周期性误差;
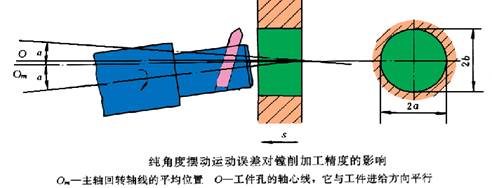
纯角度摆动会造成车削外圆或内孔的锥度误差;在镗孔时,会使镗出的孔为椭圆形。
纯角度摆动会造成车削外圆或内孔的锥度误差;在镗孔时,若工件进给会使镗出的孔为椭圆形。
提高主轴及支承座孔的加工精度,选用高精度轴承,提高
主轴部件装配精度、预紧和平衡等,提高主轴回转精度。
2)机床导轨误差
导轨精度要求主要有以下三方面: 本文来自www.eadianqi.com
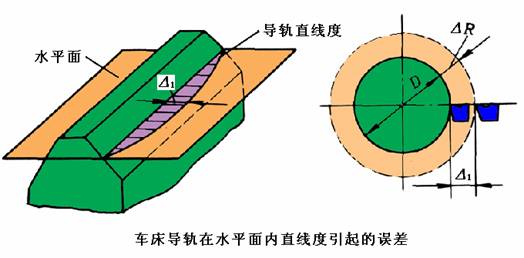
1.在水平面内的直线度(以卧式车床为例) 本文来自www.eadianqi.com
 本文来自www.eadianqi.com 本文来自www.eadianqi.com
Δ1将直接反映在工件加工表面法线方向(误差敏感方向)
上,误差ΔR =Δ1 ,对加工精度影响最大。
刀尖在水平面内的运动轨迹造成工件轴向形状误差。
2.在垂直面内的直线度
Δ2对工件的尺寸和形状误差影响比Δ1小得多
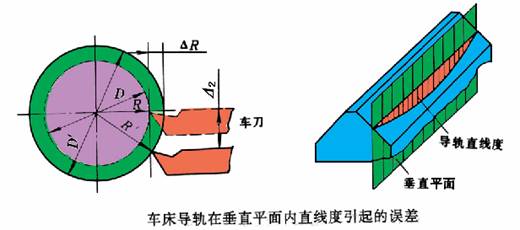
对卧式车床ΔR ≈Δ22/D 若设Δ2= 0.1mm,D=40mm,则
ΔR =0.00025mm,影响可忽略不计。而对平面磨床、龙
门刨床误差将直接反映在工件上。
3.前后导轨的平行度(扭曲)
卧式车床或外圆磨床若前后导轨存在平行度误差时,
刀具和工件之间相对位置发生变化,刀尖运动轨迹是一
条空间曲线,使工件产生形状误差。
若扭曲误差为Δ3,工件误差ΔR≈(H/B)Δ3 ,一般车床
H/B≈2/3,外圆磨床H/B≈1,误差对加工精度影响很大
除导轨制造误差外,导轨的不均匀磨损和安装质量,也 本文来自www.eadianqi.com
是造成导轨误差的重要因素。导轨磨损是机床精度下降
的主要原因之一。可采用耐磨合金铸铁、镶钢导轨、贴
塑导轨、滚动导轨导轨表面淬火等措施。
3)机床传动链误差
指机床内传动链始末两端的传动元件间相对运动的误差,
一般用传动链末端元件的转角误差来衡量。产生的原因是传动链中各传动元件的制造误差、装配误差及磨损等。
若传动齿轮 i 在某一时刻产生转角误差为Δφi,则它所造成传动链末端元件的转角误差:Δφwi =Ki ΔφiKi 为该轴到末端元件的总传动比,称为误差传递系数,若Ki大于1则误差被扩大;反之,若Ki小于1误差被缩小。
各传动件对工件精度影响的总和为:
Δφ∑= ∑Δφwi= ∑Ki Δφi
减少传动链误差的措施:
① 尽可能缩短传动链,减少传动元件数目;
② 尽量采用降速传动,误差被缩小;
③ 提高传动元件、特别是末端元件的制造和
装配精度;
④ 消除传动间隙;
⑤采用误差补偿机构或自动补偿装置。
(3)刀具的几何误差
包括刀具切削部、装夹部的制造误差及刀具安装误差 自动控制网www.eadianqi.com版权所有
①定尺寸刀具 刀具尺寸精度直接影响工件尺寸精度
②成形刀具 刀具形状精度直接影响工件形状精度
③展成刀具 刀刃形状精度会影响工件加工精度
④一般刀具 制造精度对工件加工精度无直接影响
(4)夹具的几何误差
包括夹具制造误差、安装误差及磨损
对工件尺寸精度和位置精度影响很大
(5)定位误差
包括基准不重合误差、定位副制造不准确误差
直接影响工件的尺寸精度和位置精度
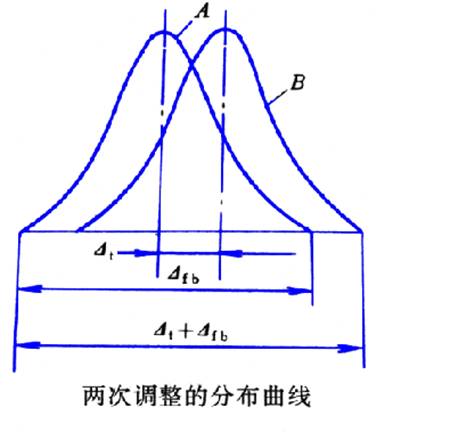
(6)调整误差
在工序的调整工作中所存在的误差即调整误差一次调整后存在的误差对这一批零件的影响是不变的。但大批量加工中存在多次调整,不可能每次完全相同。对全部零件来说,每次调整误差为偶然性误差。机床调整误差可理解为零件尺寸分
布曲线中心的最大偏移量。
加工中不产生废品的
条件:Δfb+Δt≤T
 自动控制网www.eadianqi.com版权所有 自动控制网www.eadianqi.com版权所有
|