|
ϳ����Ҫ���ڼӹ������ƽ�桢б�桢���ۣ���װ�Ϸֶ�ͷ�����ɼӹ����ֺ������棬��װ�ϻ�ת����̨�����ɼӹ��ֺͻ��βۡ� ��������www.eadianqi.com
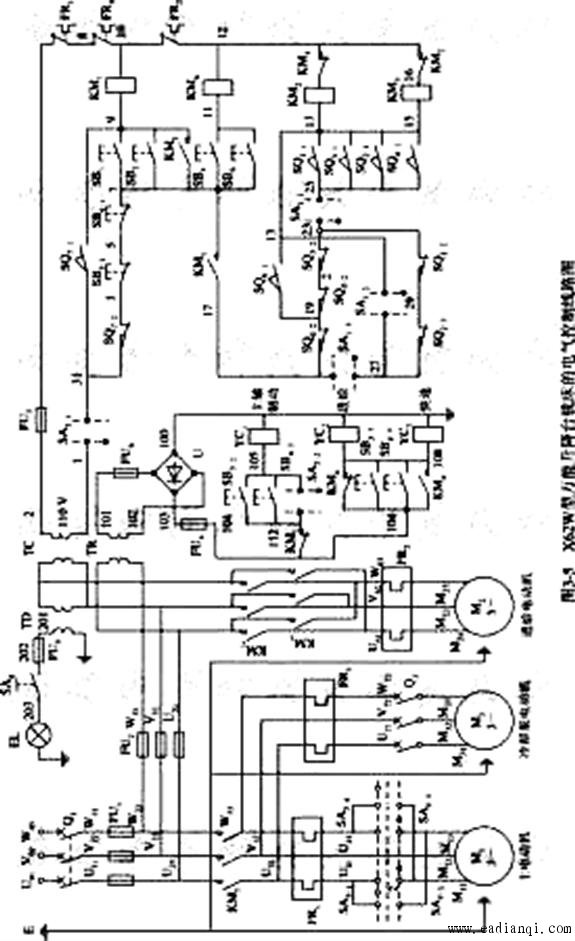
һ����С��ϳ��������������������϶�������û���ٶȱ���Э��Ҫ������ϳ���������ת�˶������˶����ͽ����˶��ֱ��ɵ������綯���϶���ϳ��������Ҫ��������ͷ�����ת����ʵ��˳ϳ����ϳ��Ϊ�˼ӹ�ǰ�Ե����������Ч�ʣ�Ҫ������ֹͣѸ�٣����Ե�����·Ҫ�����ƶ���ʩ��ϳ���Ĺ���̨��ǰ�����Һ���������������˶���ÿ�������������������˶������������ϻ�Ҫʵ�ֿ��г̵Ŀ����ƶ��� �Զ�������www.eadianqi.com��Ȩ���� X62W����������̨ϳ��������������·ͼ��ͼ3-5��ʾ�� �Զ�������www.eadianqi.com��Ȩ���� һ������· �Զ�������www.eadianqi.com��Ȩ���� ��ϳ������̨�첽�綯���϶���M1Ϊ����綯����ʵ������������ת��M2Ϊ�����綯����ͨ�������ֱ��ͻ�е����������ʵ��ǰ�����ҡ�������������Ľ����˶��ͽ�������Ŀ����ƶ���Ϊ��������ӹ��������ڹ���̨�Ͽɼ�Բ�ι���̨��Բ����̨�Ļ�ת�˶����ɽ����綯�����������������ġ�M3Ϊ��ȴ�õ綯������̨�綯�������пɿ��Ķ�·�������ر����� �Զ�������www.eadianqi.com��Ȩ���� ���ݼӹ�����Ҫ��������ȡ�����´�ʩ�� �Զ�������www.eadianqi.com��Ȩ���� ��1��Ϊʵ��˳ϳ����ϳ������綯��M����1Ҫ��������ת�� �Զ�������www.eadianqi.com��Ȩ����
��2��Ϊȷͣ��������綯�����õ��������ƶ��� �Զ�������www.eadianqi.com��Ȩ���� ��3��Ϊ��ֹ���ߺͻ�������Ҫ��ֻ��������ת��������н����˶��ͽ�������Ŀ����ƶ��� ��������www.eadianqi.com ��4��Ϊ���ͼӹ�������ֲڶȣ�ֻ�н���ֹͣ���������ֹͣ��ͬʱֹͣ���û����ڵ����ϲ���������ͽ���ͬʱֹͣ�ķ�ʽ���������������˶��Ĺ��Ժܴ�ʵ���Ͼͱ�֤�˽����˶���ֹͣ�������˶���ֹͣ��Ҫ�� ��������www.eadianqi.com ��5��Ϊʵ��ǰ�����ҡ���������������������˶���Ҫ������綯��M2������ת�� �Զ�������www.eadianqi.com��Ȩ���� ��6��Ϊ��֤��ȫ����������Ľ����˶���ͬһʱ��ֻ��������̨��һ�������ƶ����û��������˻�е�����ֱ����г̿�������ϵİ취��ʵ��������������˶��Ļ����� �Զ�������www.eadianqi.com��Ȩ���� ��7��Ϊ�����̵����˶���ʱ�䣬��������ʣ�����̨Ӧ�п����ƶ����ơ��û��������Ŀ����ƶ���ͨ��ǣ��������ͻ�е�ҵ�����ɵġ� �Զ�������www.eadianqi.com��Ȩ���� ��8�������˶��ͽ����˶����ñ��ٿ����������ٶ�ѡ��Ϊ��֤����ʱ�����������ϣ���С���ֶ���ij���������˶���Ҫ����ٺ���˲ʱ�㶯���嶯���� �Զ�������www.eadianqi.com��Ȩ����
��9�������綯������ȴ�õ綯������ʱ�������˶���������ֹͣ���������ߺͪ������� ��������www.eadianqi.com
��10��Ϊ�������㣬����������ͣ���������ֱ���п��ơ� �Զ�������www.eadianqi.com��Ȩ���� ��11��ʹ��Բ����̨ʱ��Ҫ��Բ����̨����ת�˶��빤��̨�����¡����ҡ�ǰ������������˶�֮�����������ƣ���Բ����̨��תʱ������̨�������κη����ƶ��� �Զ�������www.eadianqi.com��Ȩ����
�������Ƶ�· ��������www.eadianqi.com ���Ƶ�·�ĵ�Դ�ɿ��Ʊ�ѹ�����110V���硣 ��������www.eadianqi.com 1�����綯���Ŀ��� ��������www.eadianqi.com 1�����綯�������� �Զ�������www.eadianqi.com��Ȩ���� ���綯������ǰӦ����ѡ��������ת�٣�Ȼ����Ͽ���Q1������ͨλ�ã����ỻ���ת������SA5��������Ҫ��ת����ʱ����װ�ڻ�������Ĵ����ϵ�������ťSB1��װ�ڻ��������������ťSB2���Ӵ���KM1�õ����ϣ���������պϽ�ͨ���綯��M1�Ķ������飬M1������KM1�ĸ������ϴ��㣨7-9���ıպϽ���Ȧ�������������ϴ��㣨17-7���ıպ�Ϊ����̨������·�ṩ�˵�Դ�� �Զ�������www.eadianqi.com��Ȩ���� 2�����綯�����ƶ� ��������www.eadianqi.com Ϊ��ʹ������ȷ��ͣ���ͼ��ٵ��ܵ���ģ������ƶ������˵����������ƶ���ʽ������������ֱ����������ѹ��TR�Ķ��βྭ��ʽ������á��������ƶ�ͣ��ʱ������װ�ڻ������洲������ͣ����ťSB3��װ�ڻ��������SB4����ʱ�Ӵ���KM1�ͷţ�M1�Ķ������������Դ�������YC1��Ȧͨ�磬�����ƶ�ͣ���� ��������www.eadianqi.com 3���������ʱ��˲ʱ�㶯���嶯�� ��������www.eadianqi.com ������ת��תʱ���ɽ���������٣������Ȱ�ֹͣ��ť������ʱ���Ƚ������ֱ�������Ȼ��ת��Ģ���α������֣�ѡ�ú��ʵ�ת�ٺ��ٽ������ֱ���λ�����ֱ���λ�Ĺ����У�ѹ���г̿���SQ7���Ӵ���KM1��Ȧͨ����·1-31-9˲ʱ��ͨ�����綯����˲ʱ�㶯��ʹ�����������ϡ��ֱ���λ��SQ7�ָ�����̬���Ͽ�������˲ʱ�㶯��·���ֱ���λʱҪѸ�١�����������綯����ת�����úܸߣ��ڳ���û�����Ϻ�ʱ����ʹ���ִ��������˲ʱ�㶯һ��û��ʵ�����õ����ϣ������ظ�����˲ʱ�㶯������ �Զ�������www.eadianqi.com��Ȩ���� 4�����ỻ���ƶ� �Զ�������www.eadianqi.com��Ȩ���� �������ϵ���ʱ�����������ת��������������¹ʡ�������ϵ��ͻ���ʱ��Ӧʹ���ᴦ���ƶ�״̬��������·�в�������ֹͣ��ť���ϴ���112-105���˲���һ��ת������SA2-2���㣬�ڻ���ʱʹ�����ڽ�ͨ״̬����������YC1��Ȧͨ�磬���ᴦ���ƶ�״̬������������SA2�����Ͽ�λ�ã���ʱSA2-2����Ͽ�����·1-31��SA2-1����պϣ�Ϊ���������������� �Զ�������www.eadianqi.com��Ȩ���� 2�������˶��Ŀ��� �Զ�������www.eadianqi.com��Ȩ���� �����˶������������ɽ��У�����̨��ǰ�����ҡ������˶���ͨ�������ֱ��ͻ�е��������������Ӧ���г̿���ʹ�����綯��M2��ת��ת��ʵ�ֵġ��г̿���SQ1��SQ2���ƹ���̨�����Һ������˶�����Q3��SQ4���ƹ���̨����ǰ�����º���������˶��� �Զ�������www.eadianqi.com��Ȩ���� 1������̨�����ң������˶� �Զ�������www.eadianqi.com��Ȩ����
����̨�������˶��������ֱ����ݣ����ֱ������Ҳ�ʱ���ֱ�ͨ������������ͨ����������������ͬʱѹ�����г̿���SQ1��Q1�Ķ��ϴ��㣨13-25���պϣ�ʹ�����綯��M2����ת�Ӵ���KM2��Ȧͨ��17-19-21-23-25-13�õ磬M2��ת����������̨�����˶�������������ֱ��������ʱ���г̿���SQ2��ѹ�£��г̿���SQ1��λ�������綯����ת�Ӵ���KM3��Ȧͨ��17-19-21-23-25-15�õ磬��2��ת����������̨�����˶���SA1ΪԲ�ι���̨ת�����أ���ʱ��SA1Ҫ���ڶϿ�λ�ã�����SA1-1��SA1-3��ͨ��SA1-2�Ͽ��� �Զ�������www.eadianqi.com��Ȩ����
2������̨�����£���ֱ���˶���ǰ�����˶� �Զ�������www.eadianqi.com��Ȩ���� ����̨�����º�ǰ���˶��ɴ�ֱ�ͺ�������ֱ����ݡ����ֱ������ϻ������ʱ����е�Ͻ�ͨ�˴�ֱ����������������ֱ���ǰ�����ʱ����е�Ͻ�ͨ�˺����������������ֱ����м�λ��ʱ������ʹ�ֱ���������������ͨ�� ��������www.eadianqi.com
���ֱ�����»���ǰλ��ʱ���ֱ�ͨ����е��������ʹSQ3��ѹ�£�SQ3�Ķ��ϴ��㣨13-25����ͨ�����ϴ��㣨21-23���Ͽ�����ʱ�����綯��M2��ת�Ӵ�����Ȧͨ��17-27-2-23-25-13�õ磬M2��ת��������̨�����»���ǰ�˶��� �Զ�������www.eadianqi.com��Ȩ����
���ֱ�����ϻ����λ��ʱ��SQ4��ѹ�£�SQ3��λ��SQ4�ij������㣨15��25����ͨ����ʱ�����綯����ת�Ӵ�����ȦKM3ͨ��17-27-29-23-25-15�õ磬M2��ת��������̨���ϻ������˶��� �Զ�������www.eadianqi.com��Ȩ���� 3����������ʱ��˲ʱ�㶯���嶯�� ��������www.eadianqi.com
�������ٱ����ڽ��������ֱ�������λʱ���С����������һ������������ʱ��Ϊʹ���ֽ������õ�����״̬��ҲҪ�����ٺ��˲ʱ�㶯���ڽ�������ʱ�����Ƚ��������ٵ�Ģ�����ֱ�������ѡ�ú��ʵĽ����ٶȺ��ٽ��ֱ�����������������ʱ�г̿���SQ6��ѹ����SQ6�ij������㣨13-19����ͨ�����մ��㣨17-19���Ͽ�����ʱ�����綯����ת�Ӵ���KM2��Ȧͨ��17-27-29-23-21-19-13�õ磬M2˲ʱ��ת�����ֱ��ƻ�ԭλʱSQ6��λ��M2ֹͣ�����һ��˲ʱ�㶯������δ��������״̬���������ظ�����һ�Σ�ֱ���������õ�����״̬Ϊֹ�� ��������www.eadianqi.com 4����������Ŀ����ƶ� ��������www.eadianqi.com ��������Ľ��������ƶ���ͨ����Ӧ���ֱ��Ϳ��ٰ�ť��ʵ�ֵġ�����ijһ�����н����˶����¿����ƶ���ťSB5��SB6�������ƶ��Ӵ���KM4�������䶯�ϴ��㣨104-108���պϣ���ͨ���������YC3������̨��ԭ�����Ͽ����ƶ����ɿ���ť�����ƶ�ֹͣ�� ��������www.eadianqi.com 5�������˶������ϵļ���λ�ñ��� ��������www.eadianqi.com
����̨�ڽ��������ϵ��˶�������пɿ��ļ���λ�ñ��������������豸�������¹ʡ�X62W����ʽ��������̨ϳ���ļ���λ�ñ������õ��ǻ�е�͵�������ϵķ�ʽ���ɵ���ȷ�������������ϵļ���λ�ã����ﵽ����λ��ʱ������ʹ�����ֱ��Զ��ص���λ�������Ͼ�ʹ����Ӧ���������ϵ��г̿��ظ�λ���ж��˽����綯���Ŀ��Ƶ�·�������˶�ֹͣ��������֤�˹���̨�ڹ涨�ķ�Χ���˶��� �Զ�������www.eadianqi.com��Ȩ���� 3��Բ�ι���̨�Ŀ��� �Զ�������www.eadianqi.com��Ȩ���� Ϊ����������ļӹ����������ڻ�������̨�ϰ�װ����Բ�ι���̨�������Ϳ��Խ���Բ�����ֵ�ϳ���ӹ���Բ�ι���̨�����ֶ�Ҳ�����Զ�������Ҫ�õ��������Զ�����ʱ��Ӧ���Ƚ�Բ����̨����SA1���ͨλ�ã���ʱSA1-1�ģ�23��104-108��25�������SA1-3���ģ�17-27��������Ͽ���SA1-2�ģ�23-27�������ͨ����ʱ����������ťSB1��SB2������綯��M1���������Ž����綯��M2����ת�Ӵ���KM2��Ȧ��17-19-21-23-29-27-13�õ磬M2����������Բ�ι���̨����ת�˶��� �Զ�������www.eadianqi.com��Ȩ���� Բ�ι���̨���˶��������������Ľ����˶��пɿ��Ļ������������ɵ����������Ϊ���������¹ʷ������ӵ����ϱ�֤��ֻ��������ֱ�ֱ�������λʱ�ſ��Խ���Բ�ι���̨����ת�˶������ijһ�ֱ�������λ���г̿���SQ1��SQ4����һ����ѹ�£�������Ӧ�Ķ��ϴ����Ҫ�Ͽ����ж���KM2��Ȧ��ͨ���·��������Բ����̨����ʱ���������κ�һ�������ֱ���KM2��Ȧ���ϵ磬M2�綯���Զ�ֹͣ�� �Զ�������www.eadianqi.com��Ȩ���� |