|
(1)CNC系统故障维修实例 例1 CRT无显示故障 自动控制网www.eadianqi.com版权所有
故障设备:CK7815/1数控车床,采用FANUC 3TA控制系统。 自动控制网www.eadianqi.com版权所有
故障现象:在调试一零件程序当中,将机床锁住进行空运转时,按下起动按钮后CRT无任何显示,也无光栅。 本文来自www.eadianqi.com 故障检查与分析:检查NC柜中电源板无24V直流电压输出,关掉机床电源,将PCB主板上与24V电源相连的接插件PC3拔下,然后给机床通电,电源板有24V直流电压,此时CRT有光栅,说明在PCB主板或与其相连的插口及电路板中有短路的地方。关掉电源,试将与PCB连接的输入/输出接LI M1、M2和M18拔下,把PC3插口恢复,通电试车,CRT显示正常。关掉电源,逐一连接Ml、M2和M18,查出输入接口M1和与PLC板连接的M18中均有短路的地方。至此,排除了PCB主板和PLC板,说明故障出现在机床侧。检查Ml和M18中的32P均与地短路,查32P所接线,都是5号(即系统直流24V电源),通过分线盒与强电柜中的5号端子相连,将5号端子上的信号线逐一用万用表测量,有一条线与地短路,顺此线查明,故障发生在刀盘接线盒内的刀位开关上。 自动控制网www.eadianqi.com版权所有 故障处理:重新调整刀位开关和接线,故障排除,机床恢复正常。 自动控制网www.eadianqi.com版权所有 例2 数控车床停机,操作面板失电故障 本文来自www.eadianqi.com
故障设备:美国cS一42数控车床,采用FANUC 0TB数控系统。 本文来自www.eadianqi.com
故障现象:机床在运行中突然出现停机,且操作板失电,报警信息为914 RAM PARI TY(SERVO)。 自动控制网www.eadianqi.com版权所有
故障检查与分析:根据报警信息自诊断提示,参考该机床维修手册对“914”报警号分析,初步确认伺服系统中的RAM出现奇偶性错误。经检查CNC系统,发现主电路板报警信号灯VDA红灯亮,说明主电路板上有故障。卸下主电路板进行检测,发现驱动x轴的芯片MB81C79A一45P—SK损坏。 自动控制网www.eadianqi.com版权所有
故障处理:换备件,主电路板恢复正常运行,故障排除(因主电路板断电检测时间太长,会使Nc参数丢失,原设定参数出现混乱,需重新输入Nc参数)。 自动控制网www.eadianqi.com版权所有
例3 硬件出错故障 本文来自www.eadianqi.com 故障设备:数控车床,采用SINUMERIK 820T数控系统。 自动控制网www.eadianqi.com版权所有 故障现象:机床通电后,数控系统起动失败,所有功能操作键都失效,CRT上只显示系统页面并锁定,同时,CPU模块上的硬件出错红色指示灯亮。 自动控制网www.eadianqi.com版权所有
故障检查与分析:故障发生前,有维护人员在机床通电的情况下,曾经按过系统位控模块上的伺服轴位置反馈的插头,并用螺纹旋具紧固了插头的紧固螺钉,之后就造成了上述故障。数控系统无论在断电或通电的情况下,如果用带静电的螺纹旋具或人的肢体去触摸数控系统的连接接口,都容易使静电窜人数控系统而造成电子元器件的损坏。在通电的情况下紧固或插拔数控系统的连接插头,很容易引起接插件短路,从而造成数控系统的中断保护或电子元器件的损坏,故判断故障由上述原因引起。 本文来自www.eadianqi.com
故障处理:在机床通电的状态下,一手按住电源模块上的复位按钮(RESET),另一手按数控系统起动按钮,系统即恢复正常。通过INITIAL CLEAR(初始化)及SET UP END 自动控制网www.eadianqi.com版权所有 PW(设定结束)软键操作,进行系统的初始化,系统即进入正常运行状态。 本文来自www.eadianqi.com 如果上述方法无效,则说明系统已损坏,必须更换相应的模块甚至系统。 本文来自www.eadianqi.com 例4 系统自动关机故障 本文来自www.eadianqi.com
故障设备:双工位专用数控车床,采用德国西门子公司SINUMERIK 810T数控系统,每工位各用一套数控系统。伺服系统也是采用德国西门子公司的产品,型号为6SC6101--4。 自动控制网www.eadianqi.com版权所有 故障现象:自动加工时,右工位的数控系统经常出现自动关机故障,重新起动后,系统仍可工作,而且每次出现故障时,Nc系统执行的语句也不尽相同。 本文来自www.eadianqi.com
故障检查与分析:西门子810系统采用24V直流电源供电,当这个电压幅值下降到一定数值时,Nc系统就会采取保护措施,迫使Nc系统自动切断电源关机。该机床出现这个故障时,这台机床的左工位的Nc系统并没有关机,还在工作。而且通过图样分析,两台Nc系统共用一个直流整流电源。因此,如果是由于电源的原因引起这个故障,那么肯定是这台出故障的NC系统保护措施比较灵敏,电源电压下降,该系统就关机。如果电压没有下降或下降不多,系统就自动关机,那么不是Nc系统有问题,就是必须调整保护部分的设定值。 本文来自www.eadianqi.com 这个故障的一个重要原因为系统工作不稳定。但因为这台机床的这个故障是在自动加工时出现的,在不进行加工时,并不出现这个故障,所以确定是否为Nc系统的问题较为困难。为此,首先对供电电源进行检查。测量所有的24V负载,但没有发现对地短路或漏电现象。在线检测直流电压的变化,发现这个电压幅值较低,只有21V左右。长期观察,发现出故障的瞬间,电压向下波动,而右工位的Nc系统自动关机后,电压马上回升到22V左右。故障一般都发生在主轴吃刀或刀塔运动的时候。据此认为24V整流电源有问题,容量不够,可能是变压器匝间短路,使整流电压偏低,当电网电压波动时,影响了NC系统的正常工作。为了进一步确定判断,用交流稳压电源将交流380V供电电压提高到400V,这个故障就再也没有出现。 自动控制网www.eadianqi.com版权所有 故障处理:为彻底消除故障,更换一个新的整流变压器,使机床稳定工作。 本文来自www.eadianqi.com
例5 加工程序丢失故障 本文来自www.eadianqi.com 故障设备:D015经济型数控车床,采用西安微电机研究所生产的JwK一2—3A型数控系统。 本文来自www.eadianqi.com 故障现象:加工程序输入RAM后,启动主轴时,程序不能被执行,TP801单板机出现“P”显示,同时RAM内的加工程序丢失。 自动控制网www.eadianqi.com版权所有 故障检查与分析:由于这种现象是偶发的,故判断、检查非常困难。根据资料介绍,TP801单板机在程序执行中突然出现“P”显示,是由于干扰引起的,也揭示了几条干扰 本文来自www.eadianqi.com 源,但没能发现什么问题。 自动控制网www.eadianqi.com版权所有
故障处理:根据预防干扰的措施,采用重复、加强接地、接零的方法,从电源引线管的接地螺栓上再加接一根封数控柜接地点的接地线(车床床身的接地点已经与电源引线管的接地螺栓有良好的连接)作重复接地、接零后,故障排除。 自动控制网www.eadianqi.com版权所有 提示:通过这一故障可以看出,由于数控机床的特殊性(对于干扰信号特别敏感),故一些对普通机床不产生影响的问题在这儿就成了令人头痛的问题。数控机床必须在抗干扰上采取特殊措施,有条件的,可安装二相交流稳压净化隔离电源;没条件的,最少要做好接地及信号线的屏蔽。对数控柜直接重复接地、接零是一个可采用的办法。 自动控制网www.eadianqi.com版权所有
例6 南京JN系列数控系统02号-0080报警故障 本文来自www.eadianqi.com 故障设备:经济型数控车床,采用南京江南机床数控工程公司的JN系列数控系统。 本文来自www.eadianqi.com 故障现象:在输入新程序时,发生02号-0080报警。 自动控制网www.eadianqi.com版权所有 故障检查与分析:查阅机床编程说明书,从出错表中知,02号报警为编辑方式出错报警,表中列出02号报警所包含的14种出错分号的内容和处理意见,却无0080出错分号的内容,因此,该故障无帮助信息可供参考。考虑到故障发生在输入新程序的过程中,故怀疑是编程出错,着重从程序方面进行检查。首先检查新程序无故障,调用其他程序来检查也无故障。其次检查系统的程序输入情况,发现存人数控系统的加工程序已达6个之多。JN系列数控系统为经济型数控系统,虽然可存储若干个零件加工程序,但其掉电保护内存只有8KB。如果输入的零件加工程序过多,将导致发生溢出报警。为此,确定故障的原因为:存人数控系统的零件加工程序过多。 本文来自www.eadianqi.com
故障处理:将暂时不用的程序删除,重新输入新的加工程序,故障排除。 本文来自www.eadianqi.com
提示:对于经济型数控系统而言,因其RAM为16位芯片,存储容量较小,故装入过多的零件加工程序将发生溢出报警。使用经济型数控系统的操作人员和维修人员对此应引起重视。 本文来自www.eadianqi.com (2)伺服系统故障维修实例 本文来自www.eadianqi.com 例7 FANUC 0TE系统401号报警故障 本文来自www.eadianqi.com 故障设备:济南第一机床厂MJ一50型数控车床,采用FANUC 0TE—A2数控系统,轴进给为交流伺服。 自动控制网www.eadianqi.com版权所有 故障现象:x轴伺服板PRDY(位置准备)绿灯不亮,OV(过载)、TG(电动机暴走) 自动控制网www.eadianqi.com版权所有 两报警红灯亮,CRT显示401号报警。通过自诊断DGNOS功能检查诊断数据DGN23。7为“1”状态,无“VRDY”(速度准备)信号;DGN56.0为“0”状态,无“PRDY”信号。x轴伺服不走。断电后,NC重新送电,DGN23.7为“0”,DGN56.0为“1”,恢复正常,CRT上无报警。按x轴正、负方向点动,能运行,但走后约2—3s,CRT又出现401号报警。 本文来自www.eadianqi.com
故障检查与分析:因每次送电时,CRT不报警,说明NC系统主板不会有问题,怀疑故障在伺服系统。采用交换法,先更换伺服电路板,即x轴与z轴伺服板交换(注意:短路棒s的位置)。交换后,x轴可走,但不久出现400号报警;而z轴不报警,说明故障在x轴上。继续更换驱动部分(MCC)后,x轴正、负方向走动正常并能加工零件,但加工第二个零件时,又出现400号报警。 本文来自www.eadianqi.com 查石轴机械负载,卸皮带,查丝杠润滑,用手可盘动刀架上下运动,确认机械负载正常。查伺服电动机,绝缘正常。电动机电缆、插接头绝缘正常。用钳形电流表测量x轴伺服电动机电流,电流值在6—11A范围内变动。查说明书,x轴伺服电动机额定电流为6.8A,而现空载电流已大于6A,但机械负载正常,只能怀疑是刹车抱闸未松开,电动机带抱闸转动。用万用表检查,果然刹车电源90V没有,查熔丝管又未熔断,再查,发现保险座锁紧螺母松动,板后熔丝管座的引线脱落,造成无刹车电源。 本文来自www.eadianqi.com
故障处理:将上述部位修复后,故障排除。 自动控制网www.eadianqi.com版权所有 提示:由于x轴电动机抱闸还能转动,故容易误认为抱闸已松开,可实际上是过载。因伺服电动机电流过大,造成电流环报警,引起NC系统出现“PRDY”(位置准备)信号没有,接触器MCC不吸合又使“VRDY”(速度准备)信号没有,从而出现401号报警及OV和TG红灯亮。当电流大到一定程度就会出现400号报警。因此我们不能单纯按照说明书检查步骤表去查,而应从原理上思考分析后,去伪存真,抓住本质解决问题,以免走弯路二 本文来自www.eadianqi.com 例8 数控车床数字伺服系统故障 自动控制网www.eadianqi.com版权所有 故障设备:美国cs叫2数控车床,采用FANUC 0TB数控系统。 自动控制网www.eadianqi.com版权所有 故障现象:随机性报警停车,CRT上显示信息为401SEVO ALARM(VRDY OFF)414 SEVO ALARM X轴DETECT ERR 424 SEVO ALARM Z轴DETECT ERR 434 SEVO ALARM3轴DETECT ERR伺服板上HC二极管发亮显示报警。 本文来自www.eadianqi.com 故障检查与分析:根据报警内容,判断401号报警的原因可能是数字伺服控制单元上的电磁接触器MCC未接通,数字伺服控制单元没有加上100V电源,数字伺服控制板或主控制板接触不良。414号、424号、434号报警是石轴、z轴和第三轴数字伺服系统有故障,很可能是这三个轴的输入电源电压太低,伺服电动机不能正常运转。而HC报警的主要原因是伺服板上有电流穿过伺服放大器。根据以上分析,检测MCC的线圈、连接导线、浪涌吸收器等元件均无异常。进一步检测观察,发现热保护动作。 本文来自www.eadianqi.com 故障处理:调整MCC热保护开关,使其完全复位。 自动控制网www.eadianqi.com版权所有
例9 数控车床失控故障 本文来自www.eadianqi.com
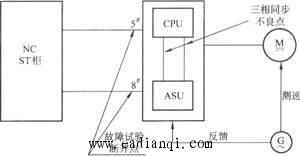
故障设备:德国产PNE 710L数控车床,采用SINUMERIK 5T数控系统。 自动控制网www.eadianqi.com版权所有 故障现象:在正常加工过程中,随机突然出现拖板高速移动,曾发生撞坏工件和卡盘、刀架的严重事故,由早期几个月一次,发展到每天几次,出现故障时必须按急停按钮才能停止。 自动控制网www.eadianqi.com版权所有 故障检查与分析:因为机床已经过较长时间使用,并且是自动运行,因此,故障不是出自编程和操作者。 本文来自www.eadianqi.com 由数控系统结构框图知,x、z坐标移动指令,是由A板输出接到机床侧驱动板的5#、8#输入端子,如能测量这一点的电压情况,便可判断故障所在。但由于故障是随机的,故测量很困难。根据故障现象分析,极有可能是机床侧驱动板接触不良引起。驱动板在机床侧以底板为基础,上有两块插件板,如图5-17所示,一块为CPU,一块为ASU,其中CPU板完成驱动器的速度调节、而同步信号部分接触不良引起失控的可能性最大。该板的三项同步电源是由底板三项电源变压器通过两组插头引至该板的,是引起接触不良的关键。为此把数控柜发出模拟量移动指令的输出线,在驱动板的一侧断开5#、8#线,用绝缘物体在机床正常通电的情况下,敲击驱动板的插头部位,此时会出现拖板高速移动故障,可断定根源就在此处。故障处理:修整插头后重新连接牢固,故障排除。 本文来自www.eadianqi.com
自动控制网www.eadianqi.com版权所有 图 系统的结构框图(局部) 本文来自www.eadianqi.com |