|
辅助功能由地址字M和其他的两位数字组成,主要用于控制机床的各种辅助功能的开关动作,以及零件程序的走向。 M功能也有非模态M功能和模态M功能二种形式。 ——非模态M功能(当段有效代码),它只在当前程序段中有效。 ——模态M功能(续效代码)是一组可相互注销的M功能。这些功能在被同一组的另一个功能注销前一直有效。 某些模态M功能组中包含一个缺省功能(见表3),上电时将被初始化为该功能。 另外,M功能还可分为前作用M功能和后作用M功能二类。 ——前作用M功能在程序段中编制的轴运动之前执行。 ——后作用M功能在程序段中编制的轴运动之后执行。 M代码规定的功能对不同的机床制造厂来说是不完全相同的。可参考机床说明书。 华中I型数控系统M指令功能如表所示(标记者为缺省值):
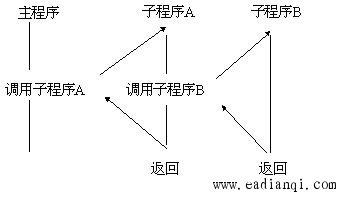
自动控制网www.eadianqi.com版权所有 M02和M30是程序结束指令,它们编在程序的最后一个程序段中(二者任选其一)。当程序运行到M02、M30指令时,机床的主轴、进给、冷却液全部停止,加工结束,并使系统复位。 M30指令还兼有控制返回到零件程序头(%)的作用,所以使用M30的程序段结束后,若再次按循环启动键,将从程序的第一段重新执行;而使用M02的程序段结束后,若要重新执行该程序就得再进行调用。 M02、M30为非模态后作用M功能。 2.子程序调用及返回指令M98、M99 M98用来调用子程序。 M00指令表示子程序结束。执行M99使系统运行控制返回到主程序。
华中I型数控系统最多可进行8重调用。 (1)子程序的格式 %**** ——程序起始符:%符,%后跟程序号 …… ——程序段:每段程序以“Enter”(回车键)结束 M99 ——程序结束:M99。 在子程序开头,必须规定子程序号,以作为调用入口地址。在子程序的结尾用M99,以控制执行完该子程序后返回主程序。 (2)调用子程序的格式 M98 P__ L__; 子程序调用指令中,P后跟被调用的子程序号,L后跟重复调用次数。当L=1时可省略。 |