|
数控加工的基本原理是把生成工件的刀具/工件合成运动分解为机床运动坐标的运动分量,由程序控制自动实现刀具/工件的相对运动,按规定的加工顺序完成工件加工。 本文来自www.eadianqi.com
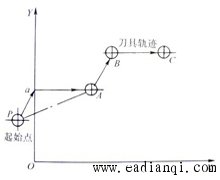
点位控制系统的功能是使机床工作台或主轴运动到规定的位置,以实现在该位置点上的加工作业。其运动路径与速度是次要的,保证达到预定位置的精确度是主要的。其原理图 1所示。 本文来自www.eadianqi.com
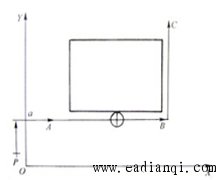
直线切削控制系统能够以适合切削加工的控制速度,使刀具沿与机床主要坐标运动方向平行的路径运动。它是最简单的连续轮廓控制方式,其数控运动坐标是单轴控制而不同时控制两个或两个以上坐标的运动,故它不能完成几个坐标方向同时运动的组合。其原理图 2 所示。 自动控制网www.eadianqi.com版权所有
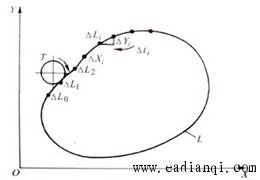
轮廓控制是复杂、柔性大而又昂贵的机床控制方式,能完成点位控制和直线切削控制。最能显示数控系统特点的是可同时控制多于一个轴的运动,刀具的运动路径被连续控制,并由合成运动在工件表面上得到要求的几何形状轮廓、精度和表面质量的控制系统。其原理图 3所示。 自动控制网www.eadianqi.com版权所有
|
   |
|
图 1点位控制原理图 图2直线切削控制原理图 图3 轮廓控制原理图 |
按ISO/DP841规定,一般采用右手法则,直角笛卡尔坐标系,移动坐标轴位X、Y、Z,对应的转动坐标轴A、B、C 自动控制网www.eadianqi.com版权所有
|
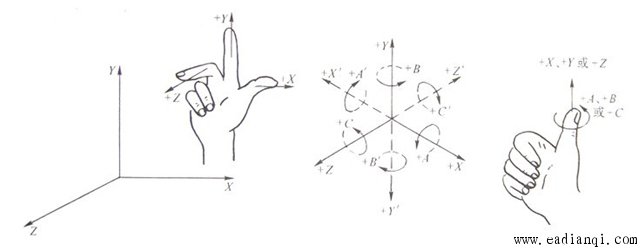 |
| 图4 右手坐标系统 |